Как происходит аттестация и что нужно взять с собой на экзамен?
Как получить НАКС сварщика? На аттестацию отводится один день. Если экзамен будете сдавать не на предприятии, а при комбинате или в институте, то приходите с утра, начинаете готовиться. После подготовки вам дается два отрезка труб (катушка) и вы их варите на просвет. Так же нужно произвести подготовку кромок – снятие фасок до 45 градусов, стыковку труб (для этого в кабинке должен быть специальный зажим), их прихватку. На аттестацию лучше прийти подготовленным, со своим инструментом и расходными материалами. Хорошо бы купить сумку, в которую можно будет все компактно уложить и без особых проблем транспортировать. С собой надо взять: • килограммов 2-3 электродов LB 52U Kobelco диаметром 2,6, потому что они аттестованные. На месте вам скорее всего предложат электроды, но вряд ли это будут LB, вероятно вам дадут меровские (МР-3), которыми шов не заваришь, либо УОНИ. Т.е. лучше прийти со своими электродами и попросить их положить в печь, пока вы будете тренироваться; • угольник для центровки деталей, чтобы не было их смещения; • шлакоотбойный молоток; • шлифмашинка (болгарка). Шлифовальные круги, отрезные, щетка по металлу. Труба должна быть зачищена до металлического блеска изнутри и снаружи на расстоянии 30 мм от свариваемых кромок. • обычную металлическую щетку. • свой электрододержатель. Держак, который будет вам предоставлен на месте может быть разболтанным и не держать электрод. • маску (это самое главное). Лучше приобрести недорогой Хамелеон. Можно приобрести его на один раз, чтобы сдать экзамен.
| Читайте на сайте статью: Ремонт маски хамелеон своими руками |
Сварка труб для аттестации НАКС под дефектоконтроль (ультразвук или рентген)
Подготовительные работы
В качестве заготовок возьмите два обрезка стальной трубы диаметром 133 мм и толщиной стенки 4 мм, ровно обрезанные (максимально эффективно сделать это можно на торцовочной пиле). Следите за тем, чтобы рез был абсолютно ровный. Если он будет немного кривой, то в процессе сварки вы столкнетесь с достаточно серьезными затруднениями. Далее необходимо снять фаску шлифмашинкой и зачистить края. Фаска снимается в соответствии с ГОСТ 16037-80 «Сварные соединения» под определенным углом. Угол на каждой трубе должен быть 25- 30 градусов.
После того. как была снята фаска необходимо зачистить заусенцы, чтобы они не мешали правильному формированию корня шва. Делается это напильником. После того, как вы сняли фаску и внутри заусенцы нужно сделать притупление кромок, потому как слишком острый угол в процессе сварки будет быстро плавиться. По ГОСТ притупление делают до 2 мм.
| Читайте на сайте статью: Электроды ESAB OK |
Сборка
Этот этап очень важный, выполняйте его предельно внимательно. От правильности сборки полностью будет зависеть успех сварного соединения. По правилам необходимо состыковать трубу и прихватить ее. Делать это нужно так, чтобы был соответственный зазор для полного провара, не было смещения. Так же хотелось бы отметить, что трубы бывают с эксентриситетом (не совсем круглые). Даже в такой серьезной организации, как НАКС трубы могут раздавать овальные, что в итоге повлияет на смещение. По правилам допускается 1 мм, но все-равно это много и в корне шва могут быть не сплавления из-за смещения и эллиптичности труб.
Для стыковки труб берут ровный уголок или швеллер, на который их укладывают и выставляют зазор, который может быть примерно от 2 до 3 мм. Обычно его обеспечивают диаметром электрода, который просто вставляется в стык между двумя трубами. Если вы варите электродом 2,5 мм. то, соответственно, и зазор будет столько же.
Примечание. Корневой проход труб любого диаметра (если это не совсем огромный размер) варится только электродом 2,5 мм. если пробовать заварить корень тройкой, то ничего хорошего из этого не выйдет.
Следующий момент, который хотелось бы отметить. При сдаче аттестации НАКС вам могут предоставить трубы толщиной до 10 мм, чтобы усложнить задачу. При таких толщинах нужно увеличивать зазор до 3 мм. Так же нужно учитывать и делать погрешность на то, что при прихватывании трубу может стягивать в месте прихватки напряжениями в металле. Сделайте зазор побольше на несколько десятых миллиметра, чтобы не было трудностей в дальнейшем. Для более надежной стыковки так же можно применить магниты. Их можно закрепить с двух сторон.
Наплавка прихваток
Для сварки трубы диаметром 133 мм и толщиной стенки 4 понадобится ориентировочный ток 50А, в процессе работы его можно корректировать. Прихватка ставится сначала с одной стороны трубы, потом, соответственно, напротив. Если это необходимо, корректируется зазор между трубами. Третья прихватка ставится на 90 градусов от первой, а четвертая напротив третьей.
Обработка прихваток
После постановки прихваток необходимо их хорошо зачистить. В их начале и конце необходимо сделать запилы, чтобы устранить возможные дефекты (несплавления и поры).
Сварка корня шва
Для эффективного выполнения этой задачи достаточно научиться делать всего лишь одно колебательное движение «вперед-назад» с постепенным смещением от одной прихватки к другой. Скорость сварки – по ситуации. Зажечь электрод можно на прихватке, на длинной дуге, сам корень варится короткой дугой. Варим углом назад, электрод можно держать под углом от прямого до острого. Если разрезать трубу напополам валик с обратной ее стороны должен выглядеть после завершения операции, как показано на картинке.
Варить удобно, подвесив трубу на приспособлении в «полупотолочном» положении. Когда вы подходите к очередной прихватке, желательно запиливаться, чтобы на стыке валиков было хорошее сплавление. По возможности процесс должен происходить без отрыва электрода. Если отрыв имеет место быть, то можно в этот момент немного добавлять ток, чтобы обеспечить провар. Ток регулируется по ситуации, чтобы обеспечить достаточное проплавление и избежать прожегов металла. При сварке в вертикальном положении можно ток делать всегда на минимуме, когда выходите на нижнее положение, надо учитывать, что жидкому металлу легче проваливаться внутрь трубы – следите за тем, чтобы сильно не перегревать сталь в этот момент.
Облицовочный шов
• Перед тем, как приступить к облицовочному проходу, нужно зачистить корень шва до чистого металла (убрать бугорки, шлак, подрезы) . Делается небольшая канавка. • Облицовочный шов в потолочном положении удобно варить движениями электрода по спирали. • Вертикальный проход – «полумесяцем-елочкой». • При сварке без отрыва старайтесь находить наиболее комфортное положение тела, рук, следите за тем, чтобы длины провода горелки хватало для выполнения всех необходимых манипуляций. • когда отбиваете шлак желательно закрывать глаза и лицо рукой. • при сварке второго валика обязательно нужно сделать запил.
Контроль узла
Края шва зачищаются на расстояние около 50 мм (брызги, наплывы и т.д.) Сам контроль начинается с визуального осмотра качества лицевого шва. Впрочем, к нему обычно вопросов не возникает, чего не скажешь про корневой проход. Если труба прошла визуальный осмотр, только в таком случае она допускается на исследование неразрушающими методами (УЗВ, рентген).
Требования к лицевому проходу:
• Высота валика 0,5 – 2 мм • Ширина валика должна быть равна толщине трубы, умноженной на 2. Если толщина трубы 4 мм, то ширина валика должны составлять 8-10 мм. • Шов – ровный, прямолинейный, расположение чешуек плотное.
Корневой проход:
• Высота обратного валика 0,5-1 мм. • не допускаются несплавления и непровары.
Уровни сертификации
Для чего нужен сертификат НАКС? На сегодняшний день его наличие – это необходимое условие для выполнения специалистом сварочных работ. Порядок и правила проведения сертификации, которую проходит сварщик, устанавливают разработанные НАКС документы. Проводится процедура аттестационными центрами, которые являются региональными представительствами НАКС. В аттестационную комиссию входят эксперты по сертификации, которые аттестованы и включены в реестр экспертов НАКС, а также представители Ростехнадзора. Полученный сертификат подтверждает профессиональный уровень сварщика для выполнения конкретных работ.
В рамках аттестации сварщик проходит несколько уровней:
- Сварщик;
- Мастер-сварщик;
- Технолог-сварщик;
- Инженер-сварщик.
Специалисты 2, 3 и 4 уровня, которые входят в состав руководства подразделений предприятия, должны пройти аттестацию в обязательном порядке. Специалисты, которым нужен допуск для работ в опасных или сложных условиях, также проходят обязательную сертификацию.
(полуавтоматическая сварка)
Теперь речь пойдет о том, как сделать сварные швы с помощью полуавтомата, если вы варите ответственные конструкции или собираетесь их передать под контроль для аттестации НАКС.
Вот как это делается на примере двух заготовок (пластин) толщиной 12 мм, свариваемых встык в вертикальном положении инвертором SKYWAY 330.
Пластины нужно подготовить: вырезать с помощью плазмореза или болгарки.
Также для корректного хода работы понадобятся: • выводные планки (2 шт.) – необходимы для начала и завершения сварки, так как трудно получить качественный шов на данных этапах. Планки технологические и впоследствии срезаются;
• приспособления, препятствующие обратному выгибанию наших заготовок (2 шт.);
• шаблон для контроля зазора (любая железка, позволяющая выставить зазор, в нашем случае 2 мм).
Для того, чтобы правильно подготовить наше соединение к проведению дальнейших сварочных работ, нужно ознакомиться с требованиями ГОСТ 5264-80 (кликните, чтобы загрузить страницу с текстом). Ищите в нем соединение, с которым вы будете работать, в в нашем варианте это С17. В ГОСТе указано, как это соединение подготовить: нужно выполнить скос кромок под углом 30о и притупить их. Пластины нужно зачистить от окислов, грязи и ржавчины на расстоянии не менее 10 мм от границ будущего сварного шва.
Для правильной сборки удобно использовать магнитный угольник. Он выровняет пластины относительно друг друга и предупредит их смещение в процессе постановки прихваток.
Магнитный угольник
Двухмиллиметровый зазор контролируем шаблоном, роль которого может выполнять любой подходящий по размерам кусок металла. Приложите шаблон к месту предполагаемого начала сварки и выставите зазор точно по нему. В месте конца сварки зазор нужно немного увеличить, из-за того, что пластины будут стягиваться во время кристаллизации наплавленного металла.
Далее ставят приспособление, препятствующее изгибанию и стягиванию заготовок. Прихватывают одно приспособление, затем контролируют смещение и устанавливают зазор, как и было сказано, чуть более 2 мм, например, 2,2 …2,3 мм. После ставят точечные прихватки на второй «приспособе».
Присп-я, препятствующие деформации пластин, прихваченные точками
После того, как вы поставили прихватки, нужно посмотреть, не сместились ли пластины. Для этого можно использовать тот же шаблон для выставления зазора. Если он имеет ровный край, им можно контролировать, насколько свариваемые пластины ровно выставлены относительно друг друга – просто приложить ровный край к соединению и посмотреть отсутствие просветов.
Проверка смещения шаблоном
Если такие будут обнаружены – на данном этапе всегда можно подрихтовать с помощью молотка или других спец. приспособлений.
Теперь можно варить сплошной шов. Надеваем перчатки, маску, вооружаемся горелкой полуавтомата. Обваривать нужно не сильно, потому что приспособления против выгиба заготовок выполняют технологическую роль и их нужно будет выбить.
Приварка выводных планок
Подготовка планок такая же, как и для основного металла. Выполняется скос кромок, толщина их тоже должна соответствовать толщине свариваемой конструкции. Их устанавливают на прихватках.
Выводная планка, прихваченная к основному металлу
Для того, чтобы повысить уровень сложности задачи, сварщику лучше выполнить вертикальный шов соединения, это позволит в полной мере проверить его навыки и умения. Также необходимо правильно настроить параметры сварки на источнике питания SKYWAY 330. Параметры можно настроить путем проб и ошибок. В нашем случае, для толщины заготовок 12 мм были выбраны следующий сварочный режим: U = 17В; Vподачи= 3 метра; Uкорректир.=-5; L=0, где L-индуктивность. Расходные материалы (они оптимальны для приведенного случая): Электродная проволока Ø1 мм; Газовая смесь 82% Ar+18% CО2.
По правилам, чтобы избежать наводораживания сварного шва, приводящего к появлению пор, пластины нужно подогреть до Т = 100 … 120 оС. Правила, на то они и правила, чтобы их обходить. Несомненно, поры представляют собой дефекты шва и являются браковочным признаком. Однако следует предположить, что в процессе прохождения шва имеющаяся на поверхности металла влага немедленно испарится. В конце концов, никому не приходит в голову подогревать проволоку перед сваркой. Тем не менее, если вы сдаете экзамен на аттестацию НАКС, вам следует о существовании такой операции знать — это требование обязательное. В производственных условиях операцию можно выполнить в печи, в остальных случаях — с помощью ацетилено-кислородного резака или горелки.
Как получить сертификат
Пройти аттестацию может любой специалист, имеющий соответствующее образование, квалификацию и необходимую профессиональную подготовку.
- Кандидат представляет в аттестационный центр заявку, документы об образовании и квалификации, справку с места работы.
- В течение 3 дней принимает решение об одобрении заявки. Если заявка отклонена, аттестационный центр письменно сообщает о причине отклонения заявки.
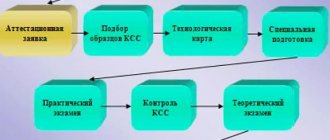
- Аттестация сварщиков заключается в проверке знания теории сварки и практических навыков специалиста. При сертификации 1 уровня проверка включает не меньше 15 теоретических вопросов, для сварщиков 2, 3 и 4 уровня – не менее 20 вопросов. Проверку теоретических знаний проводят при помощи компьютера или в письменной форме с использованием методических материалов, которые разработаны органом сертификации. Также может быть проведено дополнительное собеседование. Теоретическая часть считается пройденной, если кандидат правильно ответил на 80% вопросов.
- При проверке практических навыков руководствуются документами НАКС и ГОСТами, которые регламентируют проведение практических испытаний. Проверка пройдена, если специалист выполнил практическое задание соответственно заявленной области сертификации. Кандидату, успешно прошедшему проверку, выдается сертификат.
- Если кандидат не прошел проверку на знание теории или практических навыков, он имеет право в течение 3 месяцев повторно сдать эту часть в том же аттестационном центре. Не прошедший повторную проверку кандидат считается не сдавшим аттестацию, он получает письменный отказ в сертификации.
- Номер удостоверения аттестованного специалиста, заносится в реестр НАКС. При помощи реестра можно узнать, когда проводилась сертификация, область сертификации, а также срок действия документа.
Для сварщиков удостоверение действительно– 2 года, для сотрудников сварочного производства 2 и 3 уровней действует 3 года, для 4 уровня – 5 лет.
Способы сварки по накс
| РДВ | — ванная ручная дуговая сварка покрытыми электродами; |
| РАД | — ручная аргонодуговая сварка неплавящимся электродом (141); |
| МАДП | — механизированная аргонодуговая сварка плавящимся электродом (131); |
| МП | — механизированная сварка плавящимся электродом в среде активных газов и смесях (135); |
| ААД | — автоматическая аргонодуговая сварка неплавящимся электродом; |
| АПГ | — автоматическая сварка плавящимся электродом в среде активных газов и смесях; |
| ААДП | — автоматическая аргонодуговая сварка плавящимся электродом; |
| АФ | — автоматическая сварка под флюсом (12); |
| МФ | — механизированная сварка под флюсом; |
| МФВ | — ванная механизированная сварка под флюсом; |
| МПС | — механизированная сварка самозащитной порошковой проволокой (114); |
| МПГ | — механизированная сварка порошковой проволокой в среде активных газов (136); |
| МПСВ | — ванная механизированная сварка самозащитной порошковой проволокой; |
| МСОД | — механизированная сварка открытой дугой легированной проволокой; |
| П | — плазменная сварка (15); |
| ЭШ | — электрошлаковая сварка; |
| ЭЛ | — электронно-лучевая сварка; |
| Г | — газовая сварка (311); |
| РДН | — ручная дуговая наплавка покрытыми электродами; |
| РАДН | — ручная аргонодуговая наплавка; |
| ААДН | — автоматическая аргонодуговая наплавка; |
| АФЛН | — автоматическая наплавка ленточным электродом под флюсом; |
| АФПН | — автоматическая наплавка проволочным электродом под флюсом. |
| КТС | – контактно-точечная сварка; |
| КСС | – контактная стыковая сварка сопротивлением; |
| КСО | – контактная стыковая сварка оплавлением; |
| ВЧС | – высокочастотная сварка; |
| ПАК | – пайка; |
| НИ | – сварка нагретым инструментом; |
| ЗН | – сварка с закладными нагревателями; |
| НГ | – сварка нагретым газом; |
| Э | – экструзионная сварка; |
Примечания:
1. В скобках указан код способа сварки по классификации ISO 4063.
2. Аттестация на право выполнения сварки (наплавки, пайки и др.) способами, для которых не существуют разработанные и утвержденные в установленном порядке программы практического экзамена, должна выполняться по программам, разработанным Головными аттестационными центрами, согласованным с Госгортехнадзором России и утвержденным Национальным аттестационным комитетом по сварочному производству.
При аттестации на сварку полимерных материалов необходимо дополнительно учитывать степень автоматизации применяемого сварочного оборудования:
При сварке труб нагретым инструментом:
• СР – стыковая сварка с ручным управлением;
• ССА – стыковая сварка со средней степенью автоматизации;
• СВА – стыковая сварка с высокой степенью автоматизации.
При сварке труб с использованием деталей с закладными нагревателями:
• ЗНР – сварка с ручным заданием параметров;
• ЗНШ– сварка в режиме штрих-кода или магнитной карты;
• ЗНА – сварка с автоматической обратной связью фитинга со сварочным аппаратом;
При других способах сварки конструкций, за исключением трубопроводов систем газоснабжения:
• НИР – ручная сварка нагретым инструментом независимо от типа соединения;
• НИМ – механизированная сварка нагретым инструментом независимо от типа соединения;
• НГР – ручная сварка нагретым газом независимо от типа соединения;
• НГМ – механизированная сварка нагретым газом независимо от типа соединения;
• ЭР – ручная экструзионная сварка независимо от типа соединения;
• ЭМ – механизированная экструзионная сварка независимо от типа соединения.
При аттестации на сварку элементов железобетонных конструкций дополнительно учитывают способ и технологические особенности сварки с соответствующей записью условного обозначения по ГОСТ 14098.