Сферы применения инструментальных сталей
Инструментальная сталь представляет собой сплав, содержание углерода в котором составляет не менее 0,7%. Ее структура при этом может быть доэвтектоидной, ледебуритной или заэвтектоидной. Инструментальные стали с различной структурой отличаются наличием вторичных карбидов. В сплавах с доэвтектоидной структурой вторичных карбидов нет. Между тем, в каждой из таких структур карбиды в обязательном порядке присутствуют: они образуются при эвтектоидных модификациях либо являются результатом распада мартенсита.
Схема-классификация инструментальных материалов
В современной промышленности инструментальные стали нашли широкое применение. Их используют для производства:
- рабочих деталей штампов, работающих по принципу холодного и горячего деформирования;
- высокоточных изделий;
- режущего инструмента;
- измерительных приборов;
- литейных прессформ, которые работают под давлением.
В зависимости от области применения инструментальных сталей к ним предъявляются определенные требования. Однако существуют общие для всех марок критерии соответствия:
- достаточный уровень вязкости (особенно актуальна эта характеристика для деталей, подвергающихся в ходе эксплуатации ударам);
- высокая прочность;
- износостойкость;
- высокий уровень твердости.
Марки сплавов, предназначенных для применения в условиях холодной деформации, должны ко всему прочему обладать гладкой рабочей частью, способностью сохранять размеры и форму, а также отличаться пределом текучести и упругости. А инструментальная сталь, пригодная для работы в условиях горячей деформации, должна обладать высокой теплопроводностью, противостоять отпуску и быть устойчивой к температурным колебаниям. Особым требованиям должны соответствовать и марки сталей, используемых для производства режущего инструмента.
Термообработка металла
Журнал «Моделист-конструктор», №5 за 1994 г., с.24 А. Виноградов
ТЕРМООБРАБОТКА МЕТАЛЛА
Моделистам постоянно приходится сталкиваться с необходимостью повысить прочность и твёрдость металла или инструмента, а иногда, наоборот, сделать металл более мягким, легче поддающимся обработке. Этого можно достичь термическим воздействием, заключающимся в нагреве материала до определённой температуры с последующим быстрым или медленным охлаждением. Нагревание деталей, конечно, удобнее всего производить в электрических муфельных печах; но можно использовать и паяльные лампы, бензиновые и газовые горелки и даже конфорки домашних газовых плит — для нагрева мелких деталей. Важнейшим условием правильной термообработки сталей является подбор необходимого температурного режима в зависимости от марки стали. Но ввиду того, что в свободной продаже имеется ограниченное число марок стали, приходится в основном использовать либо вторичное сырьё, либо изготавливать одни инструменты из других. Маркировки углеродистой стали обыкновенного качества обозначаются двумя буквами и цифрой (Ст.1 — Ст.7). Цифра в данном случае показывает примерное содержание углерода в сотых долях процента. В марках углеродистых качественных сталей — конструкционных (сталь 30; сталь 45) и автоматных сталях (А12; А30) цифры также показывают примерное содержание углерода в сотых долях процента. Наиболее широкоприменяемые стали — инструментальные (У7; У8; У8А; У10А…) — цифра в их маркировке означает содержание углерода в десятых долях процента; буква А в конце марки показывает, что в этих сталях пониженное содержание вредных примесей. Легированные стали маркируются буквами и цифрами. Буквы обозначают наличие в стали одного или целой группы легирующих компонентов: В — вольфрам; Г — марганец; К — кобальт; М — молибден; Н — никель; С — кремний; Ф — ванадий; Х — хром; Ю — алюминий. Например, сталь марки 65Х13 имеет в своём составе 0,065% углерода и 0,013% хрома. Наиболее ходовые марки сталей для изготовления инструмента приведены в таблице 1.
Таблица 1.
| Инструмент | Марка стали |
| Зубила, отвёртки, топоры, клейма для стали Пуансоны, матрицы, пробойники, стамески Керны, деревообрабатывающий инструмент Молотки, кувалды, гладилки, плотницкий инструмент Метчики Надфили Напильники Ножовочные полотна станочные Ножовочные полотна ручные Ножовки по дереву Ножи фуговальных станков Пилы циркулярные Пилы лесопильных рам Плашки Полотна лучковых пил Пилы поперечные Пилы продольные Резцы для твёрдых металлов Резцы токарные и строгальные Свёрла спиральные по дереву Свёрла по металлу Фрезы | У7А У8; У8А У10; У10А У7 У11; Р9; 9ХС У10 — У12 У10 — У13; ШХ6 Р9; Р18; ШХ15 У8 — У12 У8ГА 9Х5ВФ 85ХФ 85ХВ 9ХС У8ГА; 85ХФ У8ГА; У10 85Х У13; У13А У10; У10А 9ХС; 9Х5ВФ Р9; Р18 Р9; Р18 |
Термическая обработка стали разделяется на закаливание, отпуск и отжиг. Закаливание стали применяется для повышения её твёрдости. Мягкие малоуглеродистые стали (Ст.25) и «железо» (Ст.10; Ст.20) не калятся; углеродистые (сталь 45; сталь 50) и инструментальные (У8; У9; У10; У10А и другие) увеличивают свою твёрдость при закалке в три-четыре раза. Процесс закаливания состоит в нагревании стали до температуры калки (для каждой марки своя) и в быстром охлаждении в масле или воде. Температурные режимы закалки приведены в таблице 2.
Таблица 2.
| Марка | Закалка C° | Отпуск C° | Отжиг C° | Охлаждающая среда для закалки | Охлаждающая среда для отпуска |
| У7; У7А У8; У8А У10; У10А У11; У11А У12; У12А У13; У13А У8ГА Р9 Р18 ШХ6 ШХ9 ШХ15 9ХС 9Х5ВФ 50ХГА 60С2 60С2ХА 65С2ВА 85ХВ | 800 800 790 780 780 780 800 1250 1300 810 830 845 860 950 840 870 870 850 830 | 170 170 180 180 180 180 180 580 580 200 280 400 170 270 315 325 315 330 250 | 780 770 770 750 750 750 770 860 860 780 780 780 730 800 810 840 840 820 790 | вода вода вода вода вода вода вода масло масло масло масло масло масло масло вода вода вода вода вода | вода, масло вода, масло вода, масло вода, масло вода, масло вода, масло вода, масло воздух в печи воздух в печи воздух воздух воздух воздух воздух воздух воздух воздух воздух воздух |
В домашних условиях, при отсутствии приборов температуру нагрева приближённо можно определить по цвету. Для ориентации цвета каления стальных изделий в неосвещённой солнцем комнате приведены по порядку их появления в зависимости от температуры (в °С): тёмно-коричневый (заметен в темноте) 530-580 коричнево-красный 580-650 тёмно-красный (вишнёвый) 650-730 вишнёво-красный (багровый) 730-770 вишнёво-алый 770-800 светло-вишнёво-алый 800-830 ярко-красный 830-870 красный 870-900 оранжевый 900-1050 тёмно-жёлтый 1050-1150 светло-жёлтый 1150-1250 жёлто-белый 1250-1300 ослепительно белый св. 1300. В закалённом состоянии сталь обладает большой твёрдостью, но вместе с тем и хрупкостью. Чтобы придать ей вязкость, производится отпуск стали после закалки. Для этого её нагревают до температуры 220-300°С и медленно охлаждают в воздухе. Твёрдость стали при этом несколько уменьшается, структура её изменяется, и она становится более вязкой. Меняя температуру отпуска, можно получить разные механические свойства. При нагреве стали на воздухе её поверхность окрашивается в различные цвета, называемые цветами побежалости. Каждый цвет побежалости соответствует вполне определённой температуре и может служить указателем для определения степени нагрева при отпуске стали. Термические режимы и соответствующие им цвета побежалости приведены в таблице 3.
Таблица 3.
| Инструмент | Температура отпуска, C° | Цвет побежалости |
| Свёрла перовые, плашки, матрицы и пуансоны, фрезы Резцы, метчики, полотна ножовок, лобзики, центры Кусачки, стамески, ножницы по металлу, зубила Молотки слесарные и медницкие Матрицы и пуансоны вытяжные Ролики для накаток Перки столярные, железки рубаночные, отвёртки, обжимки Долота столярные, ножи, призмы разметочные, державки резцов Ключи гаечные, пассатижи, круглогубцы, плоскогубцы Полотна пил по дереву | 200 225 240 255 265 275 285 295 310 325 | светло-соломенный светло-жёлтый соломенно-жёлтый коричнево-жёлтый красно-коричневый пурпурно-красный фиолетовый ярко-синий светло-синий серый |
Отпуск выполняется следующим образом: стальную деталь зачищают в каком-нибудь месте до блеска, помещают в огонь и следят за появлением цветов побежалости. Отпуск закалённой детали должен быть проведён в течение 24 часов после её закалки. Отжиг стали служит для выполнения задачи обратной закалки в случаях, когда закалённую деталь требуется обработать режущим инструментом, согнуть или разрезать. Отжиг стали заключается в нагревании её до температуры 800-900°С с последующим медленным охлаждением. После отжига сталь легко поддаётся обработке.
* * *
Подписная научно-популярная серия «Сделай сам» (издательство «Знание»), №1 за 1990 г., с. 88, 89.
Отжиг цветных металлов.
При обработке цветных металлов (чеканка, выколотка и др.) иногда приходится снимать напряжения, возникшие при обработке. Для этого необходимо отжечь заготовку. Отжиг цветных металлов проводят при следующих температурах:
| Металл | Температура отжига, C° | Охлаждающая среда |
| Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |
Требования к инструментальным сталям
Ко всем углеродистым инструментальным сталям предъявляются такие требования, как:
- хорошая обрабатываемость методом резки металла;
- низкая чувствительность к перегреву;
- низкая восприимчивость к процессам прилипания и приваривания к обрабатываемым деталям;
- хорошая шлифуемость;
- восприимчивость к прокаливанию;
- пластичность в горячем состоянии;
- способность противостоять обезуглероживанию;
- устойчивость к образованию трещин.
Виды инструментальных сталей
Все марки сталей для производства инструментов подразделяют на 5 основных групп.
Теплостойкие и вязкие
Как правило, это за- и доэвтектоидные стали, которые содержат в своем составе молибден, вольфрам и хром. Содержание углерода в таких легированных инструментальных сталях соответствует средним и низким значениям.
Высокотвердые и вязкие, нетеплостойкие
Такие сплавы отличает низкое содержание легированных элементов и среднее — углерода. Они также характеризуются невысокой прокаливаемостью.
Высокотвердые, теплостойкие и износостойкие
К таким маркам относятся быстрорежущие легированные стали (содержание легирующих элементов в них очень велико), а также сплавы с ледебуритной структурой, содержащие в своем составе более 3% углерода.
Износостойкие, высокотвердые и средней теплостойкости
Это стали с заэвтектоидной и ледебуритной структурой, в состав которых входит 2-3% углерода и от 5 до 12% хрома.
Высокотвердые и нетеплостойкие
Состав таких инструментальных сталей с заэвтектоидной структурой либо вообще не содержит легированных элементов, либо содержит их в незначительных количествах. Уровень твердости таких сплавов обеспечивается большим количеством углерода в их составе.
Классификация инструментальной стали в виде схемы
Важным параметром инструментальных сталей является уровень их твердости. Как правило, высокотвердые стали нежелательно применять для производства инструмента, который в процессе эксплуатации подвергается ударным нагрузкам. Объясняется это тем, что такие сплавы обладают невысокой вязкостью и значительной хрупкостью, что может привести к поломке инструмента, который из них изготовлен.
По уровню твердости можно выделить две категории инструментальных сталей:
- с высоким уровнем вязкости (содержание углерода в пределах 0,4-0,7%);
- с высокой износостойкостью и твердостью (углерода в них содержится больше: 0,7-1,5%).
Деталь гидромолота из высокотвердой стали
Классифицируют марки сталей и по степени их прокаливаемости. По данному критерию различают легированные стали с повышенной (возможный диаметр прокаливания 80-100 мм), высокой (50-80 мм) и низкой (10-25 мм) прокаливаемостью.
Ножевые стали. Описание. Сравнение. Выбор
| углерод | хром | марганец | ванадий | молибден | никель | кремний | сера | фосфор | селен |
| 12C27 | 0.6 | 13-14 | 0.4 | 0.4 | 0.01 | 0.025 | |||
| 420J2 | 0.15-0.3 | 13 | 1 | 1 | 0.03 | ||||
| 420 | 0.15-0.3 | 13 | 1 | 1 | 0.03 | ||||
| H-1 | 0.15 | 14-16 | 2 | 1.5 | 6-8 | 4.5 | 0.03 | 0.04 | |
| 3Cr13 | 0.35 | 13.5 | 0.8 | 0.6 | 0.5 | 1 | 0.03 | 0.04 | |
| 40X13 | 0.4 | 13 | 0.8 | 0.6 | 0.5 | 1 | 0.03 | 0.04 | |
| 420НС | 0.45-0.7 | 13.5 | 0.35-0.9 | ||||||
| X15T.N. | 0.4 | 16 | 0.35 | 2 | 0.005 | 0.020 | |||
| 1.4116 | 0.45-0.55 | 14-15 | 1 | 0.1-0.2 | 0.5-0.8 | 1 | 0.03 | 0.04 | |
| AUS-4 | 0.4-0.45 | 13-14.5 | 1 | 0.49 | 0.04 | 0.03 | 1 | ||
| AUS-6 | 0.55-0.65 | 13.-14.5 | 1 | 0.1-0.25 | 0.49 | 0.04 | 0.03 | 1 | |
| Z60 | 0.6-0.65 | 14 | 0.45 | 0.15-0.2 | 0.55-0.6 | 0.15 | |||
| 440A | 0.6-0.75 | 16-18 | 1 | 0.75 | 1 | 0.03 | 0.04 | 0.75 | |
| 65X13 | 0.65 | 13 | 1 | 0.75 | 1 | 0.03 | 0.04 | 0.75 | |
| 65Г | 0.65 | 0 | 1 | 0.75 | 1 | 0.03 | 0.04 | 0.75 | |
| AUS-8 | 0.7-0.8 | 13-14.5 | 1 | 0.1-0.25 | 0.1-0.3 | 0,5 | 0.04 | 0.03 | 1 |
| 8Cr13MoV | 0.8 | 13 | 0.2 | 0.2 | 1 | 0.03 | 0.03 | ||
| 8Cr14MoV | 0.8 | 14.5 | 1 | 0.2 | 0.2 | 1 | 0.03 | 0.03 | |
| 440B | 0.75-0.95 | 16-18 | 1 | 1 | 0.03 | 0.04 | 0.75 | ||
| 9ХС | 0.85-0.95 | 0.95-1.25 | 0.3-0.6 | 0.15 | 0.2 | 0.4 | 1.2-1.6 | 0.03 | 0.03 |
| 440C | 0.95-1.2 | 17-18 | 1 | 0.75 | 1 | 0.03 | 0.04 | 0.75 | |
| 95Х18 | 0.95 | 18 | 1 | 0.75 | 1 | 0.03 | 0.04 | 0.75 | |
| AUS-10 | 0.95-1.10 | 13-14.5 | 0.5 | 0.1-0.27 | 0.1-0.31 | 0.49 | 0.04 | 0.03 | 1 |
| VG-1 | 0.95-1.05 | 13-15 | 0.2-0.4 | 0.25 | |||||
| VG-10 | 1 | 15 | 0.2 | 1 | |||||
| 1095HC | 0.9-1.03 | 0.3-0.5 | 0.05 | 0.04 | |||||
| 154СМ | 1.05 | 14 | 0.5 | 4 | 0.25 | ||||
| ATS34 | 1.05 | 14 | 0.4 | 1 | 0.4-0.5 | 0.002 | 0.029 | ||
| 3G | 1.4 | 15 | 0.4 | 2 | 2.8 | 0.5 | 0.03 | 0.03 | |
| S30V | 1.45 | 14 | 4 | 2 | 0.4 | ||||
| D2 | 1.5 | 12 | 0.35 | 0.9-1 | 0.8-1 | 0.45 | |||
| ELMAX | 1.7 | 18 | 0.35 | 3 | 1 | 0.8 | |||
| M390 | 1.9 | 20 | 0.3 | 4 | 1 | 0.7 | |||
| VANADIS 10 | 2.9 | 8 | 0.5 | 9.8 | 1.5 | 0.5 | |||
| ZDP-189 | 3 | 20 | 0.1 | 1.3 |
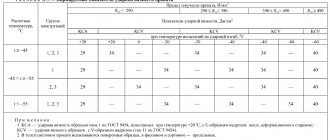
Одной лишь остроты для хорошего клинка явно недостаточно. Чрезвычайно большое значение при оценке качества режущей кромки имеет износостойкость. Это свойство напрямую связано с процентным содержанием углерода. В обычной углеродистой стали максимальная твёрдость достигается при содержании С 0,7% (примерно 64 НС), а при дальнейшем повышается преимущественно износостойкость. Огромное значение для повышения механических свойств стали имеют легирующие добавки: хром, молибден, вольфрам, ванадий, никель, кремний, марганец. Поэтому легированная инструментальная сталь имеет серьёзные преимущества перед обычной углеродистой сталью, в том числе и в отношении твёрдости и износостойкости. Следует иметь ввиду, что легирующие элементы улучшают прочность и вязкость при небольшой концентрации и ухудшают их при повышении концентрации. Одним из наиболее ценных легирующих элементов является молибден, добавка которого вызывает повышение прочности и вязкости одновременно. Видимо, именно высоким содержанием молибдена (до 7–8%) в японских катанах определяются в значительной степени их выдающиеся качества. Такие элементы, как хром, вольфрам, ванадий, увеличивая твёрдость и прочность, в то же время способствуют повышению хрупкости. Высокое содержание хрома (начиная с 13%) не только увеличивает твёрдость и износостойкость, улучшая тем самым режущие свойства лезвия, но и придаёт сталиантикоррозийные свойства. Однако такая сталь становится несколько более хрупкой, чем обычная углеродистая. Нержавеющая сталь 440С (её отечественный аналог – 95Х18) считается одной из лучших ножевых сталей. Она хорошо затачивается и довольно долго держит заточку. Вместе с тем она значительно уступает по сочетанию твёрдости, износостойкости, вязкости и упругости таким маркам, как 154СМ, АТS-34, ВG-42, которые содержат меньшее количество хрома, но зато имеют в своём составе около 4% молибдена и некоторые другие легирующие элементы. Все вышеперечисленные марки, включая и 440С, относятся к классу современных шарикоподшипниковых нержавеющих или малоржавеющих сталей. И это, разумеется, не случайно: именно для них непременным качеством является высокая степень износостойкости.
Cowry X – вязкая порошковая сталь , специально разработана Diado Steel Company для режущих инструментов. Она содержит 3% углерода, 20% хрома, 1% молибдена, 0,3% ванадия и может быть закалена до 63 -66 HRC без повышения хрупкости.
Cowry Y (CP-4) – японская коррозионностойкая сталь производства Daido Steel Co., LTD с 1.2% углерода, 14% Cr; 3% Mo; 1% V. Используется в производстве ножей.
ZDP-189 (Имеет тот же состав что и Cowry X) – высокоуглеродистая инструментальная порошковая сталь производства корпорации Hitachi Metals (Япония), разработанная на основе технологии аморфных металлических сплавов, используемая в изготовлении ножей. Она сочетает в себе крайне высокую твердость, не имеющую на данный момент аналогов среди других марок стали, но вместе с тем обладает значительной прочностью и ударной вязкостью. Состав: C: 2.90-3.00%; Si: 0.35; Cr: 19.00-20.50%; Mo: 0.90-1.00%; V: 0.25-0.35%
ZDP-247 – высокоуглеродистая инструментальная сталь производства корпорации Hitachi Metals (Япония), разработанная на основе технологии аморфных металлических сплавов, используемая в изготовлении ножей. Состав стали является коммерческим секретом корпорации Hitachi Metals.
ELMAX — хромо-молибден-ванадиевая нержавеющая порошковая сталь производства компании Uddeholm (Швеция). Химический состав стали : С — 1.7%, Si — 0.8%, Mn — 0.3%, Cr — 18.0%, Mo — 1.0%, V — 3.0%. Твердость 62-65 HRC. Она зарекомендовала себя с лучшей стороны, высокими показателями износостойкости, ударной вязкости и коррозионной стойкости. Долго держит острые углы заточки. Ножи из порошковой стали ELMAX оценят как профессионалы так и любители.
VG-1 (V Gold 1) нержавеющая сталь производства Takefu Special Steel Co.,Ltd. Состав: C 0.95-1.05%; Cr 13.00-15.00; Mo 0.20-0.40%; Ni 0.25%. Обычно закаливается до 58 – 61 HRC. Компания Cold Steel утверждает, что VG-1 обладает лучшими характеристиками по заточке, удержанию режущей кромке и прочностью чем стали 440C, VG-10 и ATS-34, другие говорят, что VG-1 просто дешевле. VG-1 часто используют для изготовления кухонных ножей, парикмахерских ножниц и для лезвий станков пищевой промышленности.
Сталь М390 – это коррозионностойкая мартенситная хромистая сталь с большим содержанием, хорошо диспергированных карбидов Cr и V. Ножи из стали М390 – обладают наивысшей коррозионной стойкостью, прекрасными режущими свойствами, оптимальной износостойкостью, надежной устойчивостью к перелому превосходя существующие стандарты. Состав Стали М390: C-1,90%, Si-0,70%, Mn-0,30%, Cr-20%, Mo-1%, V-4%, W-0,60%.
Vanadis 10 — это новая высокотехнологичная холодноштампованая порошковая инструментальная сталь производства компании Uddeholm (Швеция), легированная хромом, молибденом и ванадием. Обладает уникальным сочетанием абразивной износостойкости и устойчивости к образованию сколов, так же хорошей вязкостью. Химический состав: С (2.9%), Si (0.5%), Mn (0.5%), Cr (8.0%), Mo (1.5%), V (9.8%). Твердость стали 62-65 HRC.
VG-2 – японская коррозионностойкая сталь, разработанная фирмой Takefu Special Steel Co., Ltd. (Япония) для обкладок многослойных кухонных ножей.
VG-10 – японская коррозионностойкая сталь, разработанная фирмой Takefu Special Steel Co., Ltd. (Япония) для режущего инструмента. Известна под названием V-Gold №10. Состав: C 0.95-1.05%; Cr 14.50-15.50; Co 1.30-1.50%; Mn 0.50%; Mo 0.90-1.20%. Закаливается до 60 – 61 HRC (единиц по Роквеллу).
CPM S30V – порошковая, мартенситная (высокоуглеродистая), нержавеющая сталь разработанная Диком Барбером из Crucible Materials Corporation совместно с известным ножевым производителем Крисом Ривом (Chris Reeve). Химический состав стали способствует формированию большего количества карбидов ванадия ( в составе стали ванадия – 4.00% ) которые более эффективны при резке, чем карбиды хрома. Карбиды ванадия придают зерну структуры стали более равномерный вид, что улучшает режущие и прочностные свойства. Не смотря на сложности закалки стали CPM S30V, кнайфмейкеры используют ее так как ее легче обрабатывать на гриндере чем другие порошковые стали. Состав: C-1.45%, Cr-14.00%, V-4.00%, Mo-2.00%.
ZA-18 — Японская сталь производства “Aichi Steel”. Компания недавно разработала эту сталь дабы улучшить известную сталь VG-10. Сталь закаливается и потом подвергается криогенной обработке (криогенной закалке) для превращения оставшегося аустенита в мартенсит. Твердость стали 60-61 HRC. Химический состав ZA-18 похож на состав стали VG-10, но содержит больше углерода (1.20% против 1.05% у VG-10), Хрома (18.0 против 15.5), Молибдена (1.50 против 1.20) и Кобальта (1.8 против 1.5) для большей твердости, прочности и коррозионной стойкости.
ATS-34 – высокоуглеродистая хромистая подшипниковая сталь японского производства (Hitachi Metals), пользующаяся широкой популярностью с конца 80-х г.г. ХХ века в изготовлении клинков дорогих серийных и авторских моделей. Очень близка по составу американской 154-CM и шведской RWL-34. Сталь этих марок обычно закаливается до 60 HRC и при этой твердости ведет себя стабильно, сохраняя высокую жесткость, однако они не так устойчивы к ржавчине, как стали серии 440. Состав: С 1.05%, Мn 0.4%, Cr 14.0%, Mo 4.0%.
ATS-55 – высокоуглеродистая хромистая сталь японского производства, использующаяся в изготовлении клинков серийных моделей. Состав: С 1.00%, Мn 0.5%, Cr 14.0%, Mo 0.60%, Co 0,40%, Cu 0.20%, Si 0.40%.
AUS-4 – коррозионностойкая сталь японского производства (Aichi Steel Works). Её можно сравнить со сталью 420J2, однако она по определению не обладает достаточной жесткостью из-за незначительно содержания в сплаве углерода. Нож из такой стали легко править и затачивать, но он также достаточно быстро теряет свою заточку. Состав: С 0.40…0.45%, Мn 1.0%, Cr 13…14.5%, Ni 0.50%; Si 1.0%.
AUS-6 – коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков недорогих серийных моделей складных и кухонных ножей. Существует разновидность AUS-6М повышенной чистоты. Сравнима со сталью 440A. Состав: С 0.55…0.65%, Мn 1.0%, Cr 13…14.5%, Ni 0.50%; Si 1.0%, V 0.10…0.25%.
AUS-8 – коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся давней популярностью в изготовлении клинков серийных моделей складных и кухонных ножей, закаливается обычно до 57-59 HRC. Сравнима со сталью 440B. Состав: С 0.70…0.75%, Мn 0.50%, Mo 0.10…0.30%, Cr 13…14.5%, Ni 0.50%; Si 1.0%, V 0.10…0.26%.
AUS-10 – коррозионностойкая сталь японского производства (Aichi Steel Works), пользующаяся популярностью в изготовлении клинков серийных моделей различных ножей. Существует разновидность AUS-10М повышенной чистоты. AUS-10 имеет примерно такое же содержание углерода, как и 440C, но содержит меньше хрома, поэтому является чуть менее коррозийно-стойкой. Состав: С 0.95…1.10%, Мn 0.50%, Mo 0.10…0.31%, Cr 13…14.5%, Ni 0.50%; Si 1.0%, V 0.10…0.27%.
FAX18 – популярная в производстве клинков порошковая “быстрорежущая (HSS)” сталь повышенной износостойкости и прочности производства корпорации NACHI-FUJIKOSHI. Аналоги: DEX-M1 (Diado steel) HAP5R (Hitachi metals).Твердость 58-62 HRC
H-1 — нержавеющая сталь, характерная для ножей компании Spyderco. Благодаря своему необычному химическому составу обладает повышенной коррозийной стойкостью, в том числе в море, где количество соли повышено. Также может похвастаться высокими режущими характеристиками и способностью долго удерживать заточку. Она достаточно сложна в обработке, поэтому применяется относительно редко, чаще всего — при производстве профессиональных ножей для яхтсменов, моряков и пр.
G-2 – старое название японской коррозионностойкой стали GIN-1 (Gingami 1), популярной для изготовления клинков. Замена названия произведена в конце 90-х по причине наличия на североамериканском рынке пластика с таким же названием. Состав: С 0.90%; Cr 15.50%; Mn 0.60%; Mo 0.30%; Si 0.37%.
KK — японская легированная сталь производства Hitachi (Япония), популярная в производстве профессиональных поварских ножей и опасных бритв. Состав: C – 1.20…1.30%, Si – 0.15…0.20%, Mn – 0.10…0.30%, Cr – 0.15…0.30%.
3G – шведская пакетная (композитная) порошковая сталь последнего поколения, одна из лучших в своем классе. Высокое содержание углерода (1,4%) придает ей необходимую для «ножевого» сплава твердость и жесткость, а дополнительные примеси способствуют высокой сопротивляемости коррозии, хорошей ударной вязкости и износоустойчивости.
8Cr13MoV – китайская сталь, характерная для линейки ножей Byrd компании Spyderco. Это сталь с достаточно высоким содержанием углерода, хрома, ваннадия и молибдена, она хорошо держит заточку и в то же время легко затачивается.
8Cr14MoV – китайская сталь, аналогичная предыдущей, в том числе и по химическому составу. Наличие в ней большего, чем в 8Cr13MoV количества хрома позволяет ей сочетать такие же режущие и прочностные качества с улучшенной анти-коррозиной защитой.
420 – самая популярная, дешёвая и абсолютно нержавеющая сталь. В Японии — из 420й делают вполне качественные изделия. В «западном» исполнении 420-ая сталь также считается нормальным недорогим ножевым материалом. Благодаря термообработке с применением азота Tramontina удаётся добиться от стали и твёрдости 53HRC, и гибкости и отличной коррозионной стойкости. Это еще раз подтверждает то, что качественная закалка и обработка зачастую важнее, чем марка (химический состав) стали.
420J2 – японская сталь, долгое время использующаяся при производстве ножей разными компаниями. Из-за своей доступности, простоты обработки и значительного распространения производители ножей используют ее как самостоятельно, так и в составе композитных сплавов, где 420J2 играет роль обкладки, заключая внутри более твердую сталь.
420HC (High Carbone – «высоко-углеродистый») – один из популярных сплавов, используемых для массового производства ножей в последние годы. Многие известные производители предпочитают эту сталь из-за ее низкой стоимости, легкости ее обработки, достаточной для среднего ножа прочности и хорошей анти-коррозийной живучести. Сталь 420HC неплохо держит режущую кромку, однако время от времени нуждается в заточке, уступая в этом сталям более высокого класса, нож из нее легко перетачивать. На самом деле сталь 420HC в результате криогенной обработки при закалке становится равной по характеристикам стали 440A, не более. Общая тенденция в ножевой индустрии, переходить от 440A к 420HC с криогенной обработкой, обусловлена следующими причинами: меньшая стоимость 420HC, 420HC лучше поддается механической обработке, 440A перестала выпускаться в виде брусков удобной формы для изготовления длинномерных ножей. Желание замаскировать эти причины рекламой несуществующих суперсвойств — на совести производителей.
Sandvic 12С27 – инструментальная сталь фирмы Sandvic AB (Швеция), по свойствам схожая с 420НС. Она не может похвастаться выдающимися характеристиками, но в своем роде является качественной и подходящей для использования при производстве ножей различного назначения. Также она традиционно известна «чистым составом», т.е. отсутствием каких-либо посторонних примесей. Состав: С – 0.6%, Mn – 0.35%, Cr -14.0%.
440A / 440B / 440С — Содержание углерода 440А (0.75%), 440В (0.9%), 440С ( 0.95-1.20%; (Cr 16.00-18.00; Mo 0.75). Все три марки стали имеют высокую коррозионную стойкость, хорошо держат заточку и обладают высокой твёрдостью (56-60 HRC). 440C считается одной из самых удачных и сбалансированных по своим свойствам ножевой сталью.
N690 сталь производится заводом Bohler Edelstahl в Австрии. По составу похожа на 440С, но содержит добавки ванадия и кобальта ( С 0.95-1.20%; Cr 16.00-18.00; Mo 0.75; V – 0.1; Co – 1.5), что дает дополнительное сопротивление коррозии и позволяет немного сильнее закалить сталь (больше примерно на 2 пункта по шкале Роквелла).
3Cr13 – китайская нержавеющая сталь, представляющая собой модифицированную сталь марки 440А, закаленную до твердости примерно 57 HRC. Благодаря повышенному содержанию углерода ее режущие свойства превосходят 420J2, но уступают 420НС. Она используется на ножах средней ценовой категории разных производителей.
D2 – современная инструментальная сталь, которую иногда называют «полу-нержавеющей». Она имеет достаточно высокое содержание хрома (12%), но все же его количество недостаточно для того чтобы классифицировать эту сталь как нержавеющую. Несмотря на это по параметру «коррозийная стойкость» она далеко превосходит любые углеродные стали. Также она обладает высокой прочностью, что позволяет на протяжении долгого времени сохранять режущую кромку.
Х12МФ – отечественная инструментальная легированная хромистая сталь, аналог импортной D2. Обладает высокой коррозионной стойкостью (хотя бы при минимальном уходе), но при попадании в кислую или щелочную среду, на клинке изготовленном из этой стали, могут появиться тёмные пятна, а в совсем запущенных случаях ржавый налет. Hо зато по режущим способностям среди обычных и нержавеющих сталей ей нет равных. Хорошо держит режущую кромку, обладает средней стойкостью к ударным нагрузкам. Легко полируется. Технологична.
ХВГ (9ХВГ) – относится к нетеплостойким сталям высокой твердости для режущего инструмента. Клинки из нее сравнительно просты в изготовлении (за счет низкой деформируемости при закалке), легко затачиваются и обладают значительным запасом стойкости режущей кромки. Прочны. Коррозионная стойкость – слабая, поэтому их хромируют или воронят.
Х6ВФ – в России используют для штампов и ручных пил. Клинки из такой стали обладают очень хорошими прочностными свойствами в сочетании со стойкостью режущей кромки. Удовлетворительная коррозионная стойкость.Если интересует короткий охотничий клинок или нож для боевых действий – эта сталь для вас.
5ХHМ – ещё более прочная, чем Х6ВФ, и обладающая хорошими режущими свойствами. Эта сталь используется для ленточных пил. Технологична. Прочна даже при низких температурах. Антикоррозионные свойства – слабые. Оптимальна для ножа выживания и экстремального туризма – при минимуме ухода на клинок из такой стали можно положиться смело во всех жизненных коллизиях.
У10, У11, У10А, У11А и повышенной вязкости У7А, У8А, У7, У8 – нетеплостойкие инструментальные стали высокой твердости. Эти стали применяют для ручного инструмента, штампов, измерительного инструмента и напильников, которые обычно и прековываются в клинки.Оставленные на клинке следы насечки от напильника придают им особый шарм. Данные марки обеспечивают достаточную прочность в сочетании с хорошей режущей способностью. Коррозионная стойкость – слабая.
1095 / 1080 / 1070 / 1060 / 1055 / 1050 и т.д. – простая и дешёвая углеродка, аналог российских инструментальных сталей (У8, У10А и т. д.). С убыванием номера после 10, убывает и количество углерода в стали, следовательно сталь становится более мягкой и хуже держит режущую кромку. Поэтому 1050 и 1060 частенько применяются для изготовления мечей, где важна пластичность и стойкость к ударным нагрузкам. В ножах же наиболее часто встречается 1095. Существенный минус — очень низкая коррозионная стойкость.
Р6М5 – инструментальная теплостойкая сталь высокой твердости, «Быстрорез», аналог зарубежной M-2. Так же, как и практически любой быстрорез — хорошо держит тонкую режущую кромку, но подвержена коррозии и сколам. Полируется плохо – немаловажно это иметь ввиду, так как многие полируют ножи вручную, и полировка клинка из такой стали может стоить 50-60% от стоимости ножа.
50ХГА – качественная легированная хромомарганцевая рессорно – пружинная сталь – очень популярна среди кузнецов. Очень вязкая. Хорошая стойкость режущей кромки в сочетании с прочностными качествами, сопоставимыми с 5ХHМ, делают ее идеальным материалом для длинноклинкового оружия и для ножей, от которых требуется повышенная прочность, в том числе боевых. Коррозионная стойкость не слишком высокая, несколько выше чем у 5ХHМ.
ШХ15 – шарикоподшипниковая сталь довольно похожа на 50ХГА по свойствам, за исключением того, что в ее пользу делают выбор те, кому приходится незначительно жертвовать прочностью в пользу лучшей стойкости режущей кромки. Эта сталь, в основном, куется, так как сложно найти прямые полосы из нее.
40Х13 (45Х13) – популярная сталь, обладающая хорошей антикоррозионной устойчивостью. Ее используют при изготовлении ножей для водолазов, дайверов и рыбаков. Она распространена в производстве ножей хозяйственно-бытового назначения (включая складные) среднего класса и сувенирных клинков. Стойкость режущей кромки удовлетворительная, так как 40Х13- довольно мягкая сталь. Сталь плохо поддается закалке, однако качественная закалка придает клинкам данной марки довольно таки неплохую твердость (до 57 HRC), что еще раз подтверждает положение о том, что качественная закалка и обработка зачастую важнее, чем марка (химический состав) стали. Мягкость этой стали может явиться и плюсом, так как ножи из стали 40Х13 легко поддаются заточке (в отличие от клинков марки 95Х18). Еще один положительный момент это то, что такие ножи не ржавеют ни при каких условиях и не требуют дополнительного ухода. Иностранными аналогами этой стали считаются популярная 420 (США) сталь, а также Х21Cr13 (Германия); SUS420J1 (Япония). Состав: C: 0.36-0.45%; Cr: 12.0-14.0%; Mn: ≤ 0.80%; Si: ≤0.8%; P ≤0.03%; S ≤0.025%.
40Х10С2М (ЭИ–107) – сталь является в своем роде модификацией стали 40Х13 с незначительными изменениями в составе. Для пользователя это дает несколько более стойкую заточку клинка при чуть более твердой стали. К тому же данный вид стали имеет относительно невысокую стоимость, что положительно сказывается на стоимости изделия в целом. Сталь хорошо зарекомендовала себя при изготовлении ножевых и клинковых изделий, так как обладает необходимым сочетанием твердости и вязкости, высокой коррозийной стойкостью к различным агрессивным средам, имеет отличные результаты по износостойкости, обладает жаростойкостью и жаропрочностью. Из иностранных аналогов этой стали близки стали 425mod (США), Х45CrMoV15 (Германия); SUS420J2 (Япония).
50Х14МФ – нержавеющая хромистая сталь, применяется для изготовления режущего инструмента (скальпели) в медицинской и пищевой промышленности. Максимум твердости 57,50 HRC соответствует температуре закалки около1050 °С. Из иностранных аналогов этой стали близка сталь X50CrMoV15 (Германия). Состав: C: 0.48-0.55%; Cr: 14.0-15.0%; Mn: 0.45-0.80%; Mo: 0.45-0.80%; Si:0.20-0.50%; P 0.01-0.03%; S 0.01-0.025%; V: 0.10-0.15%.
65Х13 – сортовой не является, но широко используется промышленными производителями для режущего инструмента, при эксплуатации на износ: кухонных ножей, пил, съемных лезвий и др.. Клинок из такой стали способен порадовать владельца хорошим сочетанием приличной режущей способностью и коррозионной стойкости (темнеет без образования ржавчины в активной среде, такой как томаты, цитрусовые, кровь). Материал для клинка хорошего кухонного, туристического или рыбацкого ножа. Легко затачивается даже в полевых условиях “о камушек”. Также, как и в случае со сталями 40Х13, ЭИ-107, качественная закалка способна придать стали 65Х13 достаточную твердость (56-59 HRC). Ближайшими аналогами отечественной 65Х13 можно считать американскую сталь марки 440A (США); Х55CrMoV15 (Германия); AUS6 (Япония). Состав: C: 0.48-0.55%; Cr: 14.0-15.0%; Mn: 0.30-0.60%; Si:0.30-0.60%; S 0.01-0.03%.
95Х18 (9Х18 и Х18) пользуется наибольшим почетом среди нержавеющих сталей, довольно капризная в закалке и обработке. При правильной термообработке имеет высокую твердость, хорошую гибкость и достаточную прочность. Нож из этого материала не так просто хорошо заточить, как обычный кухонный, но держать остроту клинок будет хорошо. При длительном контакте с влагой и, тем более, с солью может проявляться коррозия. При всем этом — одна из лучших сталей отечественного проивзодства, с которой работают как крупные производители, так и уважаемые частные мастера. Проигрывает углеродистым и инструментальным сталям в прочности. Импортным аналогом считается сталь 440С (США), AUS10 (Япония). Состав: C: 0.9-1.00%; Cr: 17.0-19.0%; Mn: ≤ 0.80%; Si: ≤ 0.80%; S: ≤ 0.025%; P: ≤ 0.03
Сталь 9ХС — это инструментальная сталь, которая применяется для изготовления сверл, метчиков, фрез, машинных штампелей, клейм для холодных работ. Сталь 9ХС обладает повышенной износостойкостью, прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами. Расшифровка марки стали 9ХС: первая цифра говорит о том, что сталь содержит 0,9% углерода, а буквы Х и С о том что в данной марке имеется до 1,5% хрома и кремния, таким образом становится ясно, что это легированная сталь.
Рассмотрев наиболее часто встречающиеся ножевые стали, подведём итоги:
1) Оптимальным выбором для универсального ножа будут стали D2/Х12МФ. Не особо хрупкие, долго и приятно режут, широко доступны. Окончательный выбор скорее всего будет зависеть от толщины кошелька. ИМХО.
2) Если ножом, большей частью, нужно что-то рубить или творить всякие непотребства, типа висения на нём, то У8А или 65Г будет в самый раз. Правда, за ножом придётся ухаживать, ну или протравить его, тогда поверхность клинка будет не так активно покрываться коррозией. Но, в общем-то, можно взять и любую другую сталь, главное толщину клинка сделать миллиметров 5-6, тогда нож очень многое выдержит, просто в силу своей ломовитости.
3) Для тех, кому не хочется заморачиваться с уходом за ножом подойдёт 420 или 65Х13.
4) Если нож предназначается исключительно для реза, то наилучшим вариантом будет ELMAX, VANADIS-10 или ZDP-189.
Таким образом, нож из любой из перечисленных сталей будет отличным выбором для покупателя, который определился с тем, для каких целей ему нужен нож.
О маркировке инструментальных сталей
Для определения вида инструментальной стали требуется знание маркировки, которая включает в себя как буквенные, так и цифровые обозначения. Разобраться в этом несложно. Очень часто в маркировке сплавов встречается буква «У». Она означает, что перед вами углеродистая сталь. Цифры, идущие следом за такой буквой, говорят о содержании углерода в сплаве, исчисляемом в десятых долях процента. Встречается в маркировке углеродистых инструментальных сталей и буква «А», указывающая на то, что сплав относится к высококачественным.
Маркировка инструментальной стали (на примере углеродистой) с указанием содержания дополнительных элементов
Большую категорию инструментальных сталей составляют быстрорежущие сплавы, которые обозначаются буквой «Р». После этой буквы следуют цифры, по которым можно определить содержание основного легирующего элемента для сталей данной категории — вольфрама.
Содержание остальных элементов в составе быстрорежущих легированных сталей (молибдена, ванадия и кобальта) определяется по цифрам, следующим за соответствующими буквами в их маркировке — «М», «Ф» и «К». В состав быстрорежущих сплавов в обязательном порядке входит и хром, но его количество определяют по умолчанию — не более 4%.
Очень часто маркировка инструментальных сталей начинается с цифры (к примеру, 9ХС, 9Х, 6ХГВ), которая указывает на содержание (в десятых долях) в их составе углерода, если оно не превышает 1%. В том случае, если углерода в составе сплава содержится около 1%, то цифра в начале их маркировки не ставится вообще. На содержание остальных элементов (в целых долях) указывают цифры, которые стоят в маркировке за буквами, обозначающими соответствующий легирующий элемент.
Сталь У9, У9А
- Нелегированные стали
- Легированные стали
- Нержавеющие стали
- Ст0
- Ст2кп
- Ст2пс
- Ст2сп
- Ст3кп
- Ст3пс
- Ст3сп
- Ст3Гпс
- Ст4кп
- Ст4пс
- Ст5пс
- Ст5сп
- Ст6пс
- Ст6сп
- 08кп
- 10кп
- 10Г2
- 15кп
- 15Г
- 20кп
- 20Г
- 30Г
- 35Г2
- 40Г
- 45Г2
- 50Г
- 50Г2
- У10
- У12
Марка стали — У9, У9А
Стандарт — ГОСТ 1435
Заменитель — У7, У7А, У8, У8А
Сталь У9
содержит в среднем 0,9% углерода, буква
У
показывает, что сталь углеродистая.
Сталь У9А
содержит в среднем 0,9% углерода, буква
У
показывает, что сталь углеродистая, буква
А
в конце марки означает, что сталь относится к категории высококачественной.
Нелегированные инструментальные стали У9
и
У9А
применяются для изготовления:
- инструментов, работающих в условиях, не вызывающих разогрева режущей кромки;
- инструментов для обработки дерева (фрез, зенковок, цековок, топоров, стамесок, долот, продольных и дисковых пил);
- накатных роликов, плит и стержней для форм литья под давлением оловянно-свинцовистых сплавов;
- калибров простой формы и пониженных классов точности;
- холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации, клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей, в том числе для часов.
| Массовая доля основных химических элементов, % | |||
| C — углерода | Si — кремния | Mn — марганца | |
| 0,85-0,94 | 0,17-0,33 | 0,17-0,33 (У9) 0,17-0,28 (У9А) | |
| Температура критических точек, °С | |||
| Ac1 | Ac3 | Ar1 | Ar3 |
| 740 | 760 | 700 | — |
| Технологические свойства | |
| Ковка | Температура ковки, °С: начала 1125, конца 750. Сечения до 100 мм охлаждаются на воздухе. |
| Свариваемость | Не применяется для сварных конструкций. |
| Обрабатываемость резанием | В отожженном состоянии при HB 200: Kv твердый сплав = 1,2 Kv быстрорежущая сталь = 1,1 |
| Флокеночувств. | Не чувствительна |
| Склонность к отпускной хрупкости | Не склонна |
| Физические свойства | Температура испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормальной упругости E, ГПа | 207 | — | — | — | — | — | — | — | — | — |
| Модуль упругости при сдвиге кручением G, ГПа | 79 | — | — | — | — | — | — | — | — | — |
| Плотность ρn, кг/м3 | 7745 | 7726 | 7717 | 7690 | 7686 | 7655 | 7622 | 7586 | 7568 | 7523 |
| Коэффициент теплопроводности λ, Вт/(м*К) | — | 49 | 48 | 46 | 43 | 40 | 37 | 33 | — | — |
| Удельное электросопротивление ρ, нОм*м | — | 253 | 329 | 418 | 525 | 646 | 789 | 943 | 1155 | 1198 |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Коэффициент линейного расширения α*106, K-1 | 11,3 | 12,1 | 12,9 | 13,6 | 14,2 | 14,7 | 15,2 | 14,0 | — | — |
| Удельная теплоемкость c, Дж/(кг*К) | — | — | — | — | — | — | — | — | — | — |
Закалка и отпуск углеродистых инструментальных сталей
В ГОСТе 1435 оговаривается как состав углеродистых сталей, так и их основные характеристики. Содержание углерода в таких сплавах (что можно определить по их марке) составляет от 0,65 до 1,35%. Для того чтобы получить оптимальную структуру и требуемую твердость, перед началом производства инструмента эти сплавы подвергают отжигу. При этом для инструментальных сталей с заэфтектоидной структурой выполняется отжиг сферодизирующего типа. Проводимая по такой технологии термообработка приводит к появлению цементита зернистой формы. А получить зерна требуемого размера позволяет скорость охлаждения, которую можно легко регулировать.
Производственный процесс закалки стали
После того, как инструмент будет изготовлен, инструментальная сталь подвергается закалке и последующему отпуску. Это дает возможность получить материал требуемой твердости. Регулировать твердость готового инструмента также достаточно легко, это достигается путем выбора определенной температуры для проведения операции отпуска.
Так, для инструментов, подвергающихся в процессе эксплуатации систематическим ударным нагрузкам, оптимальной является твердость от 56 до 58 HRC, которую получают, проводя отпуск при температуре 290 градусов Цельсия. Самые строгие требования предъявляют к твердости плашек, граверных приспособлений, напильников (62-64 единицы по шкале HRC). Достигается она при помощи выполнения отпуска при температуре от 150 до 200 градусов Цельсия.
Закалка увеличивает твердость углеродистых сталей по той причине, что именно с ее помощью удается получить оптимальную структуру сплава железа и углерода. Варианты такой структуры:
- карбиды с мартенситом;
- только мартенсит.