Настройка параметров сварочного полуавтомата
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Полуавтомат для сварки. Что это такое?
Это специальный прибор для выполнения сварки расплавленным электродом. Электродом является сварочная проволока, подающаяся автоматически.
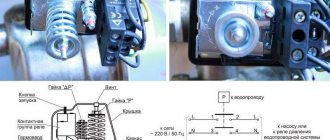
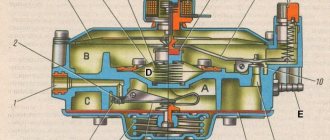
Основные элементы конструкции сварочного полуавтомата:
Во время сваривания используется баллон, заполненный газом под давлением.
Электродная проволока, поставляемая в катушках и установленная в аппарат, подается автоматически особым подающим механизмом, входящим в состав аппарата.
Выбор скорости сваривания поверхностей, напряжения для полуавтомата, перемещение электродной проволоки в месте стыковки производится вручную.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Но как купить сварочный полуавтомат с оптимальными параметрами?
Мировые лидеры, производящие оборудование для сварки, выпускают полуавтоматы с возможностью регулировки индуктивного сопротивления. Эти сварочные аппараты стоят немалых денег, однако значительно облегчают сварочный процесс, привнося в него качество сварки. Первый сварочный полуавтомат производства Украина был разработан в Запорожье . Сварочный инвертор полуавтомат Атом I-180 MIG/MAG имеет уникальную возможность регулировки скорости нарастания сварочного тока. Инженеры добились прекрасных результатов в сварке благодаря использованию продвинутых решений в области цифровых технологий.
Сварочный полуавтомат Атом-180 — это очень легкий и надежный (при этом достаточно мощный) аппарат. Нет необходимости использовать в нем огромный дроссель для регулировки индуктивности, все это происходит на электронном уровне за счет применения современных микропроцессоров и соответствующего программного обеспече-ния. Полуавтомат Атом прост в управлении и имеет функционал брендовых европейских сварочников. Помимо функции полуавтоматической сварки, данный сварочный инвертор имеет режимы ручной дуговой сварки РДС(MMA) и сварки тугоплавким электродом в среде аргона ТИГ(TIG).
Купить сварочный полуавтомат Атом I-180 MIG/MAG можно в нашем магазине, позвонив по одному из номеров на сайте.
Источник
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Как правильно выполнять полуавтоматом сварку.
Проверяем все ли готово.
Проверяем размер вылета сварочной проволоки. Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом. Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче. Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Проверяем подается ли защитный газ при нажатии кнопки. Если сварка ведется в холодное время года, то необходимо использовать подогрев газа. Для этого применяют специальное подогревающее устройство.
Зажигание дуги.
Поджигаем дугу. Для этого требуется коснуться концом сварочной проволокой заготовки в нижнем углу разделки кромок, нажать кнопку, расположенную на корпусе горелки.
Сразу после запуска происходит одновременно два процесса – подается газ и электродная проволока в зону процесса. Горелку в процессе сварки необходимо держать таким образом, чтобы была возможность контроля сварочной ванны. Это обеспечить правильное расположение сварочного шва.
Основной этап.
В процессе работы необходимо контролировать звук сварочной дуги. Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Важно следить за геометрией получаемого сварочного соединения. Если получается малое проплавление основного металла, а валик узкий необходимо увеличить напряжение сварочного тока. Сварка выполняется зажженной дугой.
Во время работы необходимо вести горелку не только вдоль стыка, но и перемещать ее, совершая колебательные горизонтальные движения изображенные на рисунке. Этим можно улучшить структуру сварочного шва, значительно измельчив структуру сварного соединения.
I – сварка корневого прохода, II – заполнение кромок (второй слой), III- заполнение и облицовка шва (3 и последующие слои)
Необходимо обязательно защищать тело от разбрызгивания металла.
Чтобы остановить сварочный процесс, нужно просто перестать нажимать кнопку и убрать горелку с места сваривания металлических поверхностей.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Настройка полуавтомата перед началом работ.
Чтобы правильно варить начинающие работать с полуавтоматической или как ее еще называют механизированной сваркой необходимо выполнять следующее:
Основные параметры режима при полуавтоматической сварке стали
После настройки полуавтомата, необходимо проверить, как он работает, правильно ли выполнен расчет режимов для полуавтоматической сварки. Проверка выполняется на пробных заготовках.
Настроить полуавтомат для выполнения сварки не получится без сварки пробных деталей, так как условия сварки отличаются. Также каждый сварщик варит по своему, кто-то быстро на большом токе, кто-то медленно. Пробные швы осматриваются на наличие сварочных дефектов, размер валика, глубины проплавления. Если, что-то не соответствует нормативным стандартам, то можно изменить параметры, внести корректировки.
Если сварочный полуавтомат настроен правильно, то шов получается прочным, ровным. Аппарат выдает стабильную дугу, процесс идет без треска и брызг.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Особенности сварки полуавтоматом
Плюсы сварки полуавтоматом очевидны:
К минусам можно отнести:
Что при сваривании деталей полуавтоматом, уровень дугового излучения сильнее, чем при использовании других способов.
Также во время работы идёт сильное разбрызгивание металла. Это ведет к существенным потерям электродной проволоки, а также необходимости зачистки. Какой газ лучше подходит для сварки полуавтоматом? В подавляющем большинстве ситуаций для сварочных работ применяют углекислый газ.
Также подходит гелий и аргон. Данные газы используют как в чистом виде, так и в смесях. На полуавтомат подается постоянный ток с подключением обратной полярностью: на проволоку– подается плюс, на заготовку – минус.
Полуавтоматическая сварка – советы от мастера
С каждым годом дуговая механизированная («полуавтоматическая») сварка плавящимся электродом MIG/MAG становится все более популярной, медленно, но верно вытесняя ручную дуговую сварку покрытыми электродами. Этому способствует появление доступных сварочных полуавтоматов, обеспечивающих качественную, производительную сварку как омедненными проволоками сплошного сечения, так и порошковыми самозащитными сварочными проволоками. Современный сварочный полуавтомат инверторного типа позволяет в полной мере реализовать все преимущества механизированной сварки плавящимся электродом:
- возможность сварки как тонкостенных, так и толстостенных изделий;
- повышение производительности труда;
- «длинные» швы;
- снижение себестоимости сварочных работ;
- высокий коэффициент наплавки, малые потери на угар и разбрызгивание;
- сварка сложных стыков сварщиками низкой квалификации, новичками;
- безопасная работа – ток не поступает до момента поджига;
- отсутствие значительных деформаций свариваемых деталей ввиду меньшего тепловложения;
Важной особенностью многих сварочных полуавтоматов инверторного типа является возможность ручной дуговой сварки штучным электродом (ММА). Приобретая оборудование такого типа, Вы получаете в свое распоряжение универсальный инструмент, позволяющий выполнять обширный спектр сварочных работ.
Особый интерес для частного хозяйства, небольших производств, автомастерских представляет собой использование именно сварочных порошковых самозащитных проволок, ввиду того, что их применение позволяет исключить использование тяжелых баллонов с защитным газом, редукторов и шлангов. Порошковая проволока представляет собой трубчатый электрод с порошкообразным наполнителем – сердечником. Входящие в состав сердечника проволок компоненты при нагреве в сварочной дуге создают необходимую шлаковую и газовую защиту расплавленного металла. Порошковые проволоки позволяют в широких пределах варьировать своим составом и свойствами, ввиду чего сфера их применения практически не имеет ограничений. Как правило, оболочкой порошковой проволоки служит углеродистая сталь, а сердечник представляет собой смесь металлов, сплавов, а также шлакообразующих, газообразующих материалов, стабилизаторов дуги и специальных добавок. Многие при использовании впервые сварочной порошковой самозащитной проволоки жалуются на повышенное разбрызгивание, трудности с качественным формированием сварного шва. Все это проходит с опытом или в более сжатые сроки благодаря возможности точной настройки сварочного аппарата с помощью параметров индуктивности, сварочного тока, напряжения на дуге. Для устойчивого процесса сварки скорость подачи проволоки должна быть примерно равна скорости ее плавления.
Остановимся подробнее на такой крайне полезной функции, как регулировка индуктивности. Для уменьшения разбрызгивания металла во время сварки необходимо сделать плавным сжимающее усилие, возникающее при коротком замыкании. Достигается это с помощью введения в источник сварочного тока регулируемой индуктивности. Максимальная величина сжимающего усилия определяется уровнем тока короткого замыкания, который зависит от конструкции блока питания. Величина индуктивности регулирует скорость нарастания сжимающего усилия. При малой индуктивности капля металла будет быстро и сильно сжата – электрод начинает брызгать (капельный перенос). При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну (струйный перенос). Сварной шов получается более гладким и чистым.
Достаточно часто используется и «классическая» механизированная сварка плавящимся электродом в среде защитных газов. Плавящимся электродом в этом случае является сварочная проволока. В этом случае Вам потребуется баллон с защитным газом (углекислота CO2 или ее смесь с аргоном Ar+CO2), редуктор с расходомером и газовый рукав. Дополнительно, для работы в холодное время года, понадобится и подогреватель газа во избежание перемерзания газосварочного оборудования. Углекислый газ при сварке малоуглеродистых и низколегированных сталей способствует устранению пористости сварных швов. При добавке в количестве 15-25% к аргону повышает стабильность дуги и улучшает формирование шва при сварке, что особенно важно при сварке тонколистовых сталей. Поэтому, рекомендуем Вам использовать газовую смесь – коргон, фогон. Важным недостатком при использовании смеси является ее повышенный расход по сравнению с чистой углекислотой. Расход защитного газа обычно составляет 8-12 л/мин, однако может и отличаться от этих цифр как в большую, так и в меньшую сторону, ввиду различных конструкций газовых сопел горелок, погодных условий и т.д. Наилучшая защита расплавленного металла обеспечивается при ламинарном характере течения газового потока, формирующегося при выходе из сопла горелки. После окончания сварки на большинстве бюджетных сварочных полуавтоматов защитный газ поступает в зону сварки еще в течение 1 с (post gas) для лучшей защиты.
Нельзя не упомянуть о том, что использование более прогрессивного сварочного аппарата, которым и является полуавтомат по сравнению с обычным сварочным источником для ручной дуговой сварки, накладывает повышенные требования по уходу за оборудованием. В обязательном порядке необходимо содержать сварочный аппарат в чистоте, регулярно продувать механизм подачи проволоки и внутренний направляющий канал горелки. Следите за состоянием контактного наконечника и сопла, не допускайте перегиба шланга горелки. Притупляйте напильником острый край проволоки и снимайте токоподводящий наконечник перед ее заправкой в горелку (особенно это касается сплошной проволоки) во избежание повреждения внутреннего направляющего канала. Порошковую проволоку после выполнения сварочных работ рекомендуется снимать и хранить в полиэтилене ввиду возможного образования коррозии. Под порошковую проволоку необходимо устанавливать меньшую степень сдавливания прижимным роликом (обычно это 1-2 деление), иначе существует вероятность «закусывания» проволоки.
Будьте внимательны и при операциях по заправке проволоки в подающее устройство и сварочную горелку. Случайное нажатие на кнопку подачи проволоки на подающем механизме или горелке может привести к травмам. Из-за мощного механизма подачи сплошная проволока легко протыкает пальцы и кисти рук. Не направляйте на себя горелку при протяжке проволоки!
Рекомендуем приобретать сварочное оборудование и расходные материалы в ТД «Дока», так как мы предлагаем продукцию очень хорошего качества по низким ценам.
В ТД «Дока» с продаже представлена качественная сварочная порошковая самозащитная проволока E71T-GS диаметром 0,8 мм в катушках по 0,45; 0,8; 1 и 5 кг, позволяющая вести сварку во всех пространственных положениях, обеспечивая высокое качества шва при минимальном разбрызгивании.
Полуавтомат для механизированной сварки что это и как его настроить. Режимы, индуктивность, газы.
Во многих отраслях промышленности, а также и в быту применяется сварка полуавтоматом. Это простой и эффективный способ соединения металлических поверхностей при помощи оборудования работающего в полуавтоматическом режиме.
В различных источниках данный способ называют по-разному сварка mig, mag иногда даже пишут так миг маг. Правильное название это способа механизированная в среде защитного газа плавящимся электродом.
В зависимости от защитного газа данный способ называют mig если для защитной атмосферы используется инертный газ или mag, если газ является активным. В качестве активного газа очень часто используется углекислота CO2.
Во время сваривания металлических поверхностей полуавтоматом, проволока подается в точку стыковки деталей автоматически при помощи подающего механизма.
Вместе с проволокой в зону сварки подается защитный газ через сопло, расположенное на горелке сварочного полуавтомата. Газ защищает расплавленный метал проволоки и изделия от атмосферных газов. Формирование шва идет за счет плавления как металла сварочной проволоки, так и металла изделия и их перемешивания в сварочной ванне.
Перенос металла.
Плавящийся металл может переноситься как капельным, так и струйным. Капельный подразделяется на крупнокапельный, мелкокапельный.
Последний в свою очередь более предпочтителен так как при нем разбрызгивание металла минимально. Это будет зависеть сварочного аппарата, используемой присадочной проволоки, а также от защитной газовой среды. Все остальные манипуляции, как и в случае сварки штучным электродом, мастер проделывает ручным способом.
Электродом служит проволока из алюминия, медного сплава, стали. С помощью данного способа можно сделать множество операций, например, выполнить кузовной ремонт автомобиля, соединить детали из алюминия, черного металла, цветных сплавов, починить ювелирные украшения и т.п.
Как настроить сварочный полуавтомат
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Регулировка индуктивности на сварочном полуавтомате — Справочник металлиста
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока.
Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги.
В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Перед настройкой
Регулировка силы тока, вольтажа, скорости подачи проволоки и других параметров производится непосредственно перед сваркой, в процессе работ сварщик производит дополнительные корректировки работы. Однако есть ряд требований и настроек, которые нужно выполнить до начала работ, это
- подготовка сварочного аппарата;
- а также условия выполняемых работ.
Так, устройство должно быть подключено к системе подачи защитного газа (углекислота, аргон или смеси газов). В обязательном порядке нужно убедиться в наличии достаточного количества сварочной проволоки в барабане, а при необходимости заправить новую и протянуть ее до рабочей рукояти.
Чтобы правильно выставить первичные параметры сварки нужно знать:
- толщину свариваемых деталей и их состав (нержавейка, сталь и тд);
- пространственное положение работ (горизонтальное, вертикальное и другие);
- толщину проволоки.
Зная эти параметры и отталкиваясь от рекомендуемых значений можно выставить рекомендуемые параметры сварки, а затем, основываясь на собственных ощущениях и качестве работ, производить корректировки.
Основные ошибки при настройке.
Если при выполнении сварки летят брызги и громкий треск от дуги, то скорее всего у Вас недостаточно сварочного тока. Необходимо добавить силу тока и увеличить скорость подачи проволоки.
На большинстве сварочный аппаратов настройка силы тока совмещена с настройкой скорости подачи проволоки. Но есть и с отдельной настройкой.
Если в процессе сварки получается наплывы. Расплавленного металла очень много или сварочный валик получается широким. В случае сварки такого металла он прогорает, то необходимо уменьшить напряжение или увеличить скорость сварки. Быстрее вести горелку.
Вообще настройка напряжения влияет на глубину и ширину сварочного шва. Если напряжение высокое, то появляются брызги и увеличивается ширина шва. Глубина же провара уменьшается.
Также после завершения процесса сварки посмотрите нет ли на шве пор. Если есть, по скорее всего у вас подается мало газа. Это также будет заметно и при сварке так как процесс будет нестабилен. Причиной брызг металла также может служить и недостаток газовой защиты.
Вообще расход газа зависит от того как быстро идет сварка и где она происходить. Потому что на улице, где ветер или в помещении со сквозняком, защитный газ сдувает. От этого процесс сварки идет, как уже говорилось нестабильно и результат будет неудовлетворительный.
Схема настройки полуавтомата
Перед свариванием металлические поверхности необходимо подготовить. С помощью специальных инструментов и веществ, кроки металл зачищают, обезжиривают. Диаметр сварочной проволоки необходимо тщательно подбирать под толщину свариваемых деталей. Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
Индуктивность.
Индуктивность полезная настройка в сварочном полуавтомате. На сварочном полуавтомате при наличии регулировке значений индуктивности ее нужно правильно использовать что бы это улучшало процесс сварки. Она обеспечивает более плавное протекание процесса сварки, за счет управления переносом металла. Настраиваем индуктивность исходя из поставленной задачи к примеру для сварки в потолочном положении можно сделать дугу мягче, а при сварке в узкий зазор жестче.
На практике индуктивность влияет на жесткость дуги. Увеличивая жесткость дуги увеличивается глубина проплавления. С уменьшением же увеличивается ширина шва, но уменьшается глубина провара. Настройка дросселя (индуктивности) делает процесс более комфортным. Значения сварщик выбирает в зависимости от своих индивидуальных привычек варить.
Надо знать то что индуктивность нужно увеличивать при увеличении силы тока. Потому что на малых токах до 140А перенос металла идет мелкокапельный и увеличение индуктивности лишь нарушить процесс. Шов будет грубый и появится много брызг. В режимах до 140-160 индуктивность должна быть минимальна.
С увеличением тока необходимо добавлять индуктивность для более плавного формирования шва. Вообще наличие регулировки индуктивности у полуавтомата заметно улучшает процесс и уменьшает количество брызг.
Газы. Инертные, активные, смеси.
Чаще всего применяется полуавтомат с газовой защитой в виде инертного (аргон, гелий), активного (СО2) или смесей газов в различных соотношениях. Самые часто используемыми смесями является смесь Ar с СО2 в соотношении 5-15% и 85-95% соответственно.
При использовании данной смеси становиться возможным мелкокапельный и струйный перенос металла. Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Данная смесь обеспечивает весьма высокие показатели защиты в результате минимум дефектов сварного шва. Для снижения стоимости сварочных работ также используется смесь гелия совместно с аргоном в соотношении один к одному. Данная смесь универсальна для тонких и толстых изделий обеспечивая высокое качество.
Порошковая проволока.
Полуавтоматическую сварку в некоторых случаях ведут без газовой защиты, но с использованием порошковой проволоки. Данные методы редко используются ввиду дороговизны порошковой проволоки, а работа с флюсом ограничивает область применения данного способа в потолочном и вертикальном положении.
Что неприменимо в монтажных условиях. Их очевидный плюс — это возможность варить при ветре так как газовая защита сдувается и это приводит к сварочным дефектам в виде пор, несплавления и кратеров.
Настройки аппарата
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров. Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.
Скорость подачи газа
Данный параметр хоть и не относится к настройке сварочного полуавтомата, играет важную роль в процессе сваривания. Газобаллонное оборудование современного образца комплектуется удобными редукторами, где указан расход в литрах. Просто установите значение на 6 – 16 литров, в зависимости от толщины металла и на этом все.
Вольтаж
Данный параметр условно показывает, сколько тепла мы отдадим на работу в данный момент. Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще. Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки. Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.
С другой стороны некоторые производители не указывают точное значение данной регулировки, а ограничиваются условными указаниями, к примеру, цифры 1-10. В таком случае следует внимательно изучить сопроводительную документацию, где должно быть указанно соответствие текущего положения к настоящему вольтажу.
Таким образом, данный параметр стоит устанавливать согласно таблице “настройка сварочного полуавтомата” или рекомендации производителя.
Скорость подачи проволоки/Сила тока
Второй параметр настройки любого полуавтомата это – скорость, совмещенная с силой тока. Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
Как и ранее для начала устанавливаем рекомендованные значения, однако в процессе работ эту настройку можно и нужно подстраивать под свои нужды. Заметить несоответствие просто. Если шов ведет, образуются сильные наплавления или сдвиги, то скорость слишком большая. Если же валик «проседает», появляются волнистые углубления или разрывы, то скорость слишком маленькая.
Добавляя или уменьшая скорость подачи, следует добиться идеальной формы валика без выпуклостей или проседания шва.
Большинство простейших аппаратов имеют именно две настройки – вольтаж и скорость подачи, совмещенная с силой тока. Умело управляя ими можно в полной мере оценить качество сваривания деталей полуавтоматом.
Настройка индукции на полуавтомате
Насыщенность домашних мастерских сложным электроинструментом профессионального уровня впечатляет. Но не все паспортные возможности оборудования используются. Как настроить полуавтомат сварочный на металл различного сечения, перенастроить на алюминий, нержавейку – сухой информации инструкции недостаточно. Обратимся к знаниям производственников.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Дополнительные параметры
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Индуктивность (настройка дуги)
Самая популярная функция, которая активно внедряется даже в сварки бюджетного класса – настройка индуктивности. Параметр позволяет управлять жесткостью дуги и изменять характеристики сварного шва. Так, при минимальной индуктивности заметно снижается температура дуги и глубина проплавления, шов получается более выпуклый. Подобная настройка помогает сваривать тонкие детали, а также металлы, чувствительные к перегреву. При максимальной индуктивности вырастает температура плавления, ванна получается более жидкой, а глубина проплавления – максимальной. Валик такого шва ровный, без выпуклостей. Данный режим используется для проплавления толстого металла, работы в угловых соединениях.
Зная как реагирует дуга на изменение индуктивности сварщик может самостоятельно управлять глубиной провара и температурой ванны, для улучшения качества работ и создания более надежных ответственных соединений.
Высокая/низкая скорость
Переключатель, который маркируется как High/Low, в большинстве моделей отвечает за более точную настройку скорости подачи проволоки. Мы уже знаем, что каждый полуавтомат содержит подобный регулятор, но если ваше устройство может работать с проволокой 0.6 и 1.4 мм граничные отметки будут сильно отличаться. Именно поэтому при работе с тонким материалом тумблер устанавливается в положение High и проволока в общем подается быстрей, а для толстого припоя подходит положение Low.
Обратите внимание! Сейчас на рынке представлены сотни товаров от десятков различных производителей, поэтому чтобы наверняка разобраться, какой функционал есть у данной модели, за что отвечает тот или иной регулятор и выключатель следует внимательно изучить инструкцию по эксплуатации.
Положения и различия сварочных швов полуавтоматической сварки
Для того чтобы быстро освоить сварку полуавтоматом нужно понимание положений в которых приходится вести процесс.
Положения сварочных швов в пространстве различны. Они делятся на швы, которые выполняемые сварщиком в нижнем положении, отсюда и название – нижнее. Варить в этом положении можно вести как справа на лево, так и с лева на право. Можно использовать технику наложения узких валиков или варить с поперечными колебательными движениями.
Вертикальное положение.
Следующее положение это вертикальное. Выполнять сварочные швы удобнее на спуск при расположении горелки углом к низу. Это обеспечить удерживание металла сварочной ванны от вытекания за счет давления сварочной дуги.
Данный метод хорош для тонкого металла, когда не требуется глубокое проплавление. В случаях, когда это требуется, применяют метод сварки на подъем. Оно выполняется при угле наклона сварного шва в пределах от 60 до 120 градусов.
Потолочное положение.
Более 120 до 180 градусов идет так называемое потолочное положение сварочного шва. Он наиболее сложный для выполнения. Так как метал сварочной ванны вытекает, создавая дефект в виде наплыва, а процесс ведется в крайне неудобном положении практически над головой сварщика. Для его сварки горелку расположить перпендикулярно изделию или с наклоном назад. Также необходимо совершать колебательные движения горелкой в процессе сварки.
Рассмотрим еще одно положение сварочного шва – горизонтальное. Его выполнение более сложно чем нижнее ввиду все того же вытекания металла. При сварке горизонтальных швов удобнее всего осуществлять колебания поперечные горелки начиная с нижней части кромок изделия.
Горизонтальные швы необходимо выполнять с колебаниями горелки, начиная варить от каря кромки.
Для выполнения вертикальных швов тонких листов используется метод сварки на спуск (сверху вниз), так как использование метода на подъем дает большое тепло вложение, что негативно отражается на конструкции прожогами и деформацией. Наклон электрода 20-35º
Существует множество видов сварных соединений. Для механизированной сварки их определяет ГОСТ 14771-76. Согласно которому определяются виды швов: стыковые, нахлесточные, угловые, тавровые. Применяемые как для сваривания труб и профильных конструкций, так и для листовых конструкций.
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Угловой сварной шов У1
Знания, что представляют собой сварочные полуавтоматы, как ими пользоваться позволяет соединять металлы максимально эффективно, качественно.
Управление горелкой можно осуществлять как одной, так и двумя руками. Во втором случае, сварочный шов будет намного ровнее, качественнее, потому что сварщик работает увереннее, крепче удерживает устройство в руке.
Одна рука обхватывает горелку таким образом, чтобы указательный палец смог расположиться на кнопке запуска. Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Продвинутые полуавтоматы. Поделитесь опытом работы.
Попадается информация про различные варианты полуавтоматов. Процессорное управление (по всей видимости протяжкой проволоки), плавный пуск, растяжка дуги и еще кое-чего. Может кто поделится информацией, что это за примочки, если в них реальная польза. Например Инверторные п/а стоят очень дорого (мин 50тыр), кто что видел слышал про них какие они в работе? Напрмер MIX 180 TIG-MIG-MMA или ALUSTAR 200 см.
Основная фишка процессорного управления – параметры режима могут быть заданы очень точно и можно навводить кучу пресетов, это оч. удобно и ценно на производстве, например сварной знает только, на какой операции какой номер включать, а режимы соответствующие выставляются сами. Т.е. это как-то дополнительно гарантирует соблюдение технологии. Ну а из “наворотов”, это: 1) двух или четырёхтактная работа – двух, это если нажал и вариш пока нажата, а останов когда отпустил, а четырёх, это кратковременно нажал-отпустил, процесс пошёл, останов когда ещё раз нажал-отпустил; вроде мелочь, а приятно. 2) точечный режим – нажал кнопку, варит заданное время от долей секунды до где-то 3-4 сек, потом сам останавливается, следующая точка по следующему нажатию. 3) пульсирующий режим – задаётся длительность/режим для импульса и для паузы между импульсами и пошёл, шов получается как бы пятаками с перекрытием, красиво. Причём в паузе может даже вообще останавливаться подача (MAG/MIG), а на вылете горит дуга на оч. малом токе, проволока почти не плавится, типа подсветка. 4) всякие внутренние навороты для управления переносом капель металла, в т.ч. получения т.н. “струйного” переноса. Суть фишки в том, что в нужные моменты ток/напряжение очень быстро меняются хитрым образом (то уменьшит, то импульс наложит, всё это на интервале от долей до единиц миллисекунд), и от этого сильно улучшается процесс. Какие это “нужные моменты” и как именно всё это меняется – тайна сия велика есть, страшный секрет. Сварному эти все нюансы недоступны, надо только включить эту фичу, аппарат сам определяется по толщине проволоки и свариваемого металла, в зависимости от заданного режима, пространственного положения потолок/вертикал/нижнее, ещё кой-чего, например состава газа (всё это должно быть введено). Особо важно и ценно для MIG.
Всё это в том или ином виде может быть и в обычном “классическом”, и в инверторном полуавтомате. П.4 особо чётко и наиболее полно может быть реализован только в инверторном, т.к. требуется высокое быстродействие управления, принципиально недостижимое в обычных, потому в обычных только в каком-то усечённо-упрощённом виде. Под обычным имеются в виду конешно с трёхфазным питанием, т.к. только в них режимы могут быть чётко заданы и стабилизированы от колебаний сети.
Обычные с однофазным питанием – это всегда что-то предельно примитивное и самое дешовое, типа всяких там бимаксов, тритонов, питонов и т.п. дребедени. Варят они гораздо хуже трёхфазников, режимы стабилизировать не могут принципиально (ну разве только подачу), т.е. это вариант абы хоть што-то где нету трёхфазного ввода. Например напряжение выходное там задаётся переключением отводов первичной обмотки трансформатора, обычно 4-5 положений от фонаря. Напряжение при этом конешно меняется, но скачет вместе со всеми просадками и колебаниями сети. Потому особые навороты в них не имеют никакого смысла.
Совсем другое дело и несколько особняком инверторные с однофазным питанием. Эти варят ничуть не хуже трёхфазников, могут всё стабилизировать и отслеживать, а значит и иметь полный фарш наворотов. Например телвиновский Technomig 200, правда в России его ещё не торгуют, но и дорогая игрушка, как появится тыр под 60 будет стоить. Пытался найти инверторные с однофазным питанием попроще, но что-то ничё не попалось, если кто подскажет – респект. Ну и ещё у однофазных инверторных иногда встречается весьма ценная фича – активный корректор коэффициента мощности, по ихому PFC. Суть фичи в том, что у инверторных очень плохой коэффициент мощности, обычно 0,6-0,7, а пефека поднимает его до почти 1,0. Это означает, что при том же сварочном токе инвертор с пефека на входе будет примерно на 30% меньше грузить сеть, и вообще может терпеть гораздо большие колебания сети, например 170-270В лехко. К качеству сварки это прямого отношения не имеет, но для наших реалий может быть весьма кстати. Но правда тот же Technomig 200 например без пефека, и даже не представляю его цену, если туда ещё и это добавят.
Сравнение полуавтоматов SOLARIS MULTIMIG
Сравнение сварочных полуавтоматов SOLARIS MULTIMIG (февраль 2021 года) Доброго времени суток, Уважаемые сварщики!
В этой небольшой статье постараюсь максимально рассказать и описать технические характеристики и различия сварочных полуавтоматов SOLARIS MULTIMIG
1) Сварочный полуавтомат Solaris Multimig 226. В марте 2022 года пришел на замену полуавтомату Multimig 225. В 226 удлинили сетевой кабель до 2-х метров. Установили помехоподавляющий фильтр (дабы не мешал рядомстоящей электронике работать, не производил помехи) и сделали гарантию на аппарат 3 года. ТТХ остались как и у 225, а именно: ток MIG/MAG от 20–220 Ампер, режим СПОТ и пр. Из комплектации: сварочный полуавтомат, горелка MIG-15 3 метра, держатель электродов, кабель массы и газовый шланг — 2 метра. Работает на 4-х транзисторах IGBT.
2) Сварочный полуавтомат Solaris Multimig 227. Появился весной 2019 году. Потребитель хотел, чтобы сварка MIG/MAG была от 20, А, как у 225–226, но чтоб был 3 в 1, как мультимиг 228. По многочисленным просьбам завод-изготовитель создал мультимиг 227. Краткие ТТХ: сварка MIG/MAG 20–220 Ампер, режим СПОТ (регулируемые точки), сварка ММА и сварка TIG. Сразу хочу заметить, что сварка TIG происходит только на DC (постоянный ток и переменного тока НЕТ). Сварочная ТИГ-горелка вентильного типа приобретается отдельно. Поджиг на горелке происходит касанием материала, то есть «чирканьем» Lift Tig. Из комплектации: Сварочная горелка МИГ 15 — 3 метра, держак, кабель массы и газовый шланг — 2 метра, сварочной горелки TIG 4 метра в комплекте нет. Она докупается отдельно и по рынку на сегодняшний день стоит 4000–4300 рублей. Мультимиг 227 работает на 6-ти IGBT транзисторах.
3) Сварочный полуавтомат Solaris Multimig 245. Это самый «свежий» полуавтомат из линейки мультимигов т. к. пришел на российский рынок в октябре 2022 года. По существу он такой же аппарат 3 в 1, как и 227 и 228, но: сварочная горелка Миг 15 — 3 метра, держатель электродов, зажим на массу и газовый шланг уже по 3 метра. TIG горелки в комплекте так же нет. И в комплектации также идет дополнительный ролик протяжки с насечками и наконечники для МИГ горелки разного «калибра»)) По ТТХ: на MIG/MAG работает от 30–240 Ампер (уже нижний порог сварки выше), нет режима сварки СПОТ (програмируемые точки). Зато есть регулировка индуктивности сварочный дуги, а это в некоторых случаях огромный плюс. Работает мультимиг 245 на 6-ти IGBT транзисторах. ЕЩЕ! У мультимигов 227 и 245 идут разные сварочные горелки TIG. У 227 должна быть WGT-17V, а у мультимига 245 идет WGT-26V. У горелок разный ампераж работы (у 245 выше ампераж). Обе горелки вентильного типа с поджигом дуги Lift DC.
4) Сварочный полуавтомат Solaris Multimig 228. Данный полуавтомат поставлялся (почему поставляЛСЯ? Спросите Вы) в двух комплектациях: Multimig 228 и Multimig 228W2. У мультимига просто 228 в комплекте была горелка TIG 4 метра и держак, кабель массы и газовый шланг были по 3 метра. А в комплектации 228W2 горелки Tig не было от слова «совсем» и навесное было по 2 метра длиной. По ТТХ 228: сварка MIG/MAG 40–200, А, ММА и TIG. Как видно, нижний режим полуавтоматической сварки самый высокий из всех мультимигов. Что не маловажно в мультимиге 228 есть регулировка индуктивности дуги и до 2018 года (по-моему) действовал высоковольтный поджиг TIG горелки. Но потом производитель его почему-то «заглушил» и сделал поджиг TIG горелки чирканьем, то есть касанием, как у 227 и 245. По каким причинам — не ясно((
Мультимиги 228 в настоящее время (напомню, что на дворе февраль 2021 года) отсутствуют и в планах прибытия на центральный склад на май 2022 года. Что в них будет изменено или дополнено — пока не известно.
Все самые основные характеристики и различия постарался описать. Вы всегда можете задать интересующие вопросы магазину «Мастер 5 баллов.ру»
С уважением, Масленников Михаил!
интернет-магазин Мастер 5 баллов.ру