Пресс-ножницы комбинированные используются для отрезки сортового, фасонного, полосового проката и пробивки в нем отверстий. К наиболее востребованным моделям данного оборудования относятся НГ5222, НГ5223, НГ5224. Наличие четырех рабочих зон обеспечивает выполнение нескольких технологических операций без смены инструмента и дополнительных настроек. Основная сфера применения комбинированных пресс-ножниц – это ремонтные заводы, предприятия машиностроительной и металлообрабатывающей промышленности, ряд других сфер.
| ПАРАМЕТР | НГ5222 | НГ5223 | НГ5224 |
| Наибольшие размеры обрабатываемого проката, мм: | |||
| Толщина и ширина полосы | 16х150 | 18х190 | 28х200 |
| Диаметр круга | 45 | 50 | 67 |
| Уголок, резка под углом: | |||
| 90° | 125х125х12 | 125х125х14 | 160х160х20 |
| 45° | 90х90х9 | 100х100х10 | 125х125х14 |
| Пробиваемое отверстие, мм: | |||
| Диаметр | 30 | 32 | 40 |
| Толщина материала | 16 | 16 | 25 |
| Устройство для пробивки пазов прямоугольной формы, мм, не более: | |||
| Толщина материала | 10 | 10 | 10 |
| Длина вырубаемого материала | 70 | 80 | 100 |
| Ширина | 65 | 65 | 85 |
| Наибольший размер профиля: | |||
| Двутавра | №18 | №18а | №30 |
| Швеллера | №18 | №18а | №30 |
| Частота ходов ползуна, минˉ¹: | |||
| Одиночных | ≤ 18 | ≤ 17 | ≤ 14 |
| Номинальное усилие пресса, кН (тс) | 400 (40) | 630 (63) | 1250 (125) |
| Расстояние от оси ползуна пресса до станины, мм | 500 | 500 | 600 |
| Габаритные размеры, мм: | |||
| Длина | 1885±40 | 1800±40 | 2735±40 |
| Ширина | 1660±30 | 1700±40 | 1760±40 |
| Высота над уровнем пола, мм | 1950±40 | 1865±40 | 2445±40 |
| Масса, кг | 2150±40 | 2500±100 | 7050±40 |
Применение пресс-ножниц для разделки металла
Разделительные операции со сталями и сплавами, выполняемые при помощи технологических процессов пластического деформирования, считаются наиболее современными, поскольку высокопроизводительны, и отличаются минимальными потерями металла в отход. Именно поэтому универсальные пресс-ножницы получили широкое распространение. Любой прессовый цех или участок, строительная металлобаза либо предприятия системы Вторчермета имеют в составе своего производственного парка пресс-ножницы требуемых типоразмеров.
Комбинированные пресс-ножницы НВ5222
Принципы выбора
При выборе комбинированных пресс ножниц нужно обращать внимание на ряд параметров:
- мощность привода;
- усилие пресса;
- требуемую силу тока, возможность подключения к сети;
- размеры режущих частей;
- габариты станка;
- наличие дополнительных функций;
- возможность изменения положения лезвий для резки под разными углами.
Для серийного производства желательно выбирать модели с ЧПУ. Для домашней мастерской используют ручные установки.
Преимущества и недостатки
Пресс ножницы для металла имеют ряд сильных и слабых сторон, с которыми нужно ознакомиться до покупки. Преимущества:
- Высокая мощность.
- Возможность проведения разных технологических операций благодаря замене оснастки.
- Модели с ЧПУ не требуют усилия со стороны оператора при работе.
- Высокая точность резов.
- Максимальная толщина разрезаемых листов.
- Гидравлические модели позволяют работать с деталями большой толщины.
Недостаток устройств в том, что нужно менять оснастку при обработке деталей разной толщины, формы. Модели с большой мощностью занимают много места в помещении. Еще один недостаток — невозможно делать криволинейные резы.
Производители и стоимость
Существуют разные виды узкопрофильных и комбинированных пресс ножниц. Производители:
- Stalex;
- Metalmaster;
- Proma;
- JET;
- Rems;
- Kingsland.
Стоимость зависит от мощности оборудования, габаритов, дополнительных функций, выполняемых технологических операций. Средняя цена на ручные модели — 30 000 рублей, на промышленное оборудование — 400 000 рублей.
Классификация и обозначение
Пресс-ножницы комбинированные представляют собой обширный класс кузнечно-прессового оборудования, предназначенный для разрезки объёмного металлопроката. Рассматриваемое оборудование различают по следующим признакам:
- По виду энергоносителя в приводе. Выпускаются механические и гидравлические пресс-ножницы.
- По технологическим возможностям. Производятся пресс-ножницы, работающие только с прутком или проволокой, а также комбинированне пресс-ножницы. способные получать штучные изделия также из полосы и сортового проката. В отдельную категорию стоит выделить скрапные пресс-ножницы для металлолома.
- По степени автоматизации. Ножницы могут иметь управляться вручную, либо действовать в составе специализированных заготовительных линий. В последнем случае они снабжаются автоматизированными рольгангами и сбрасывателями готовых заготовок.
- По характеру энергоносителя. При разрезке профилей небольшого поперечного сечения, притом – в условиях мелкосерийного и единичного производства популярны ручные пресс-ножницы.
- По особенностям установки различают ножницы, стационарно монтируемые на фундамент, и мобильные пресс-ножницы, применяемые в структурах МЧС, а также для первичной разделки стального лома.
Параметры и технические характеристики пресс-ножниц отечественного производства регламентируются соответствующими государственными стандартами. Для комбинированных ножниц действует ГОСТ 7355, для сортовых ножниц – ГОСТ 8248, а пресс-ножницы для металлолома аллигаторного типа выпускают согласно требованиям ГОСТ 15032.
Принятым обозначением пресс-ножниц для металла в нашей стране принято буквенно-цифровое вида Н _ _ _ _ (возможно добавление букв после основной «Н», и после цифрового индекса, что свидетельствует о модификации основной, базовой модели). Классификатор разработан на базе отраслевой нормали КН-01-1. Первая цифра обозначает тип привода ножниц (0- гидравлический, 1- механический), вторая – технические особенности конструкции (2 – аллигаторные, 3 – сортовые закрытые, 5 – для точной резки, 7 – с механизмом гидрозажима, 8 – с механическим дифференцированным зажимом). Последние две цифры указывают значение номинального усилия в тс. Поскольку базовая линейка оборудования построена на предпочтительном ряде чисел, то основную техническую характеристику ножниц можно легко установить, пользуясь данными следующей таблицы:
| Последние две цифры в обозначении модели ножниц | 22 | 24 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 34 | 36 | 38 | 40 | 46 |
| Номинальное усилие, тс | 25 | 31,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 250 | 400 | 630 | 1000 | 4000 |
Выполняемые виды резки
Ручные ножницы для металла
Ручные ножницы применяются на небольших производствах, в слесарных мастерских, пунктах приема металлолома. Они рассчитаны на сравнительно небольшое количество обрабатываемого металла и не слишком внушительные размеры заготовок.
Конструкция ручных пресс-ножниц
Ручные пресс-ножницы
Рабочей частью станка являются два лезвия (ножа) длиной около 10 см. один из них неподвижно прикреплен к станине, второй может двигаться в вертикальной плоскости под действием рычажного механизма. Рычаг приводится в движение мускульной силой оператора и посредством системы механических передач, воздействует на нож.
Резать с помощью ручных рычажных станков можно листовой металл (сталь) толщиной до 8 мм и цветные сплавы до 10 мм, арматуру и пруток диаметром до 1,8 см. Изготовляются ручные ножницы рычажного типа из инструментальной стали и сплавов марок Р18, У8, У9 или их аналогов.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
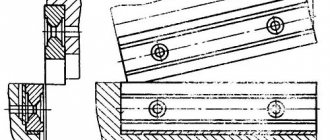
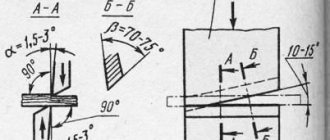
Конструкция
В основе инструмента — сварной каркас, который состоит из двух листов: заднего и переднего. Их толщина варьируется от 25 до 50 мм. Устройство напоминает гильотину с прессом, который усиливает ее действие. Конструкция оборудования включает лезвия для рубки металла и инструмент для пробивки дыр — они крепятся на одну станину, а энергию получают от гидравлического привода.
Инструмент состоит из трех частей:
- механизм для работы с сортовым металлов;
- механизм для резки металлопроката;
- механизм для пробивки отверстий.
Преимущества современных моделей — возможность выполнять множество операций, экономя рабочее пространство, наличие системы численно-программного управления (ЧПУ). Управление системой производится с помощью автоматического пульта. В станках есть специальные предохранители от перегрузок во время работы.
Компоненты
В кривошипные пресс-ножницы входят следующие узлы:
- приводной электродвигатель переменного тока;
- промежуточная зубчатая передача;
- приводной вал с системой включения;
- маховик;
- узел подпора отрезаемой части прутка или сортового проката;
- эксцентриковый вал;
- шатун с ползуном с прикрепленными подвижными ножами;
- механизм зажима обрабатываемой заготовки;
- задний упор;
- регулируемый рольганг для подачи исходного материала;
- станина.
Оборудование с ручным приводом
Пресс-ножницы ручные адаптированы под преимущественное использование в мелком и частном бизнесе, связанным с получением штучных деталей небольшого диаметра или поперечного сечения. Они оснащаются многофункциональной рабочей зоной (например, ножницы модели Н9818 имеют четыре рабочих позиции), не требующей подналадки в процессе работы. Усилие передаётся от пары рукояток. Возможна резка полосы, сортового профиля, а также пробивка отверстий и вырубка узких пазов. Такие комбинированные пресс-ножницы отличаются компактностью своих габаритов, не требует заливки фундамента, и легко переустанавливается на новое место своего применения. Привод ручных ножниц – рычажного типа, с эксцентриковым зажимом разрезаемого металла.
Комбинированные гидравлические пресс-ножницы Geka HYDRACROP 110/180
Предназначение
Ножницы по металлу применяются на металлообрабатывающих предприятиях. С их помощью выполняют:
- вырубку пазов;
- рубку фасонного проката;
- нарезание сортового проката, к которому относится арматура, полосы, круги;
- раскрой металлических листов;
- гибку профилей, уголков;
- проведение запрессовочных работ.
В продаже можно найти комбинированные станки, которые оборудуются оснасткой для пробития отверстий. С их помощью выполняют перфорацию отверстий.