Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.
Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.
Типы алмазных дисков для заточки
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Кроме всего перечисленного, выбирая алмазный диск для конкретного шлифовального станка, нужно учитывать диаметр посадочного места, ширину рабочей поверхности абразива, материал основы инструмента.
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.
Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.
Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.
- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
Осуществлять доводку можно только режущих инструментов (ширина кромки до 3мм).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
2.3 Алмазный круг для заточки инструментов (видео)
Эффективность режущего прибора зависит от качества и своевременности сделанной заточки. Последнее связано с тем, что при постоянном применении функциональные ресурсы со временем теряются. Опыт последнего десятилетия показал, что самым лучшим абразивным инструментом для выполнения этой работы является алмазные круги для заточки. Они обрабатывают все известные виды материалов, а износ продукта меньше в десятки раз.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Виды зернистости в зависимости от вида обработки
Под зернистостью понимают размер основной массы зерен среди общего количества алмазных частиц в абразиве. Размер зерна обычно определяется тремя параметрами: высотой, шириной и толщиной, но на практике за основу берут ширину. Чистота обработки поверхности материала зависит от степени зернистости круга для заточки. Также этот параметр влияет на оперативность проведения работ, количество металла, который можно удалить за один проход инструмента по заготовке и изнашиваемость рабочей области алмазного диска для заточки.
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.
Наиболее правильный подход к обработке и заточке инструмента лежит в последовательном применении алмазных кругов, начиная с более грубых и заканчивая финишными. Применение только последних может привести к пригоранию обрабатываемой поверхности, засаливанию и быстрому выходу из строя заточного круга.
По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь. Важно правильно подобрать зернистость абразивного круга.
Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания.
Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов). - Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму.
При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию. - Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Читать также: Класс точности для коммерческого учета электроэнергии
Как выбрать шлифовальный круг, обзор маркировок – видео
Особенности кругов на органических связках
Все органические связки не могут обходиться без наполнителя. Они обладают слабыми показателями твердости, устойчивости к повышенным температурным режимам и плохо проводят тепло, но зато отличаются хорошей производительностью и высокой скоростью проведения операций заточки инструмента.
Алмазные диски на основе органического компонента целенаправленно применяют в доводочных обработках и когда выполняют чистовые работы. Они отлично справляются при заточке победитовых материалов, твердокомпонентных сплавов, любых металлов и материалов из сверхтвердых структур. Выводят обрабатываемую поверхность на уровень 12 и 11 класса шероховатости. Диски мало подвержены засаливанию, но очень быстро изнашиваются.
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Следует сказать о концентрации алмазной составляющей, которая имеет влияние на режим заточки. При стопроцентном показателе круги имеют высокую производительность и способны выдерживать жесткие режимы обработки, не подвергаясь при этом деформации. При 50%-м показателе диски применяют чаще всего для любых видов работ. При 20%-м показателе – доводочные круги для ручной подачи инструмента.
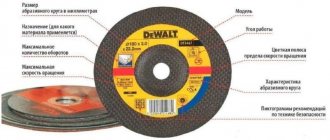
Какие характеристики указаны на шлифовальном круге?
- Аббревиатура завода изготовителя.
- Материал, из которого изготовлен абразивный круг.
| Материал | Наименование | Характеристики |
| 13А, 14А, 15А, 16А | электрокорунд нормальный | Цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе |
| 23А, 24А, 25А | электрокорунд белый | Более твердый, но при этом хрупкий. Высокие абразивные свойства |
| 32А, 33А, 34А | электрокорунд хромистый | Высокая производительность при шлифовке |
| 37А | электрокорунд титанистый | Главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности |
| 38А | электрокорунд циркониевый | Самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ |
| 43А, 44А, 45А | семейство монокорундов | Очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов |
| 53С, 54С | черный карбид кремния | Высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается |
| 62С, 63С, 64С | зеленый карбид кремния | Область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики |
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381-2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
Твердость шлифовального круга по ГОСТ Р 52587-2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов».
Мягкий – щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
- F, G, H, I, J – мягкие
- K, L, M, N – средние
- O, P, Q, R, S – твердые
- T, U, V, W, X, Y, Z – очень твердые
Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
- 0, 1, 2, 3, 4 плотность 68-54%
- 5, 6, 7, 8 плотность 53-48%
- 9, 10, 11, 12 плотность 44-38%
- 13, 14 и больше плотность 36-34% и меньше
Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
- V – керамическая связка
- B – бакелитовая связка
- R – вулканитовая связка
Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга.
О типах и видах образивных кругов подробно в этом видео
— Чем ножи точишь? — У меня алмазные бруски! — А-а, не знаешь, наверное, что не для каждого ножа они подходят…
(Из разговора с кузнецом)
Быстро поправить заточку ножа на охоте или рыбалке, или вывести режущую кромку на вновь изготовленном или напрочь загубленном ноже – с помощью алмазного бруска ты сделаешь это легко и просто. Лишь два условия…
- Ты правильно выбрал алмазный брусок под свои задачи.
- И освоил начальную технику правки и заточки на алмазах.
Об этом и поговорим. В статье не будет никаких сложных терминов и понятий, например, «осаждение алмазного абразивного порошка на стальной поверхности бруска с помощью эпоксидного компаунда» или «удержание алмазов с помощью электролитически осаженного никеля»)). Нет, я не про это сегодня.
Задача данного материала научить выбирать алмазный брусок под свои потребности и пользоваться им в случае возникшей необходимости.
А чтобы придать нашей беседе легкость, посмотри шуточное видео, которое мы специально сняли для этой цели. Да, это видео именно про алмазные бруски.
ВИДЕО: Алмазные бруски. Главное не увлекаться))
Ну, а теперь продолжим. Что есть «алмазный брусок»? Обычно, это пластмассовая или алюминевая основа, на которой закреплены две металлические пластины, на которые с помощью химических методов посажены и удерживаются абразивные алмазные зерна.
Читать также: Чем обусловлена температура плавления металлов
Рис. 1 Структура алмазного двухстороннего бруска для заточки и правки ножей
Огромное достоинство алмазных брусков заключается в том, что даже «бывалый» брусок, видавший не один десяток ножей остается абсолютно плоским. «Какие еще достоинства у этих брусков?», – спросишь ты.
Алмазные бруски: достоинства
- Зерна алмазного абразива имеют более острые грани по сравнению с другими абразивами и не изменяют своей формы в процессе работы.
- Алмазные бруски не хрупкие, от удара они не расколются, как, например, природные или искусственные камни для заточки.
- Заточка на алмазных брусках не требует специального масла – достаточно слегка увлажнить его водой.
- Алмазный брусок не засорится при заточке частичками обрабатываемой стали ножа. Для очистки бруска достаточно прополоскать его в воде и протереть насухо ветошью или фиброй.
- Алмазные бруски стачивают сталь очень быстро. Это позволяет сохранить рабочую поверхность (длину) бруска более длительное время по сравнению с керамикой или природным абразивом.
Но не спеши бежать в магазин или сёрфить в интернете по части покупки алмазного бруска. У этих брусков есть два недостатка, которые для тебя, возможно, важны:
Алмазные бруски: недостатки
- Эффективное стачивание стали ножа в процессе заточки на алмазных брусках, в неумелых руках может привести к неисправимому повреждению лезвия.
- И второй недостаток — это «цена». Да, алмазные бруски несколько дороговаты по сравнению с природными абразивами, так как технология производства хороших (читай фирменных, марочных) алмазных брусков довольно дорога. И цены начинаются, как правило, от 800 рублей (02.11.2016 г.). Видел дешевле? Обходи такой брусок стороной! Через 5-10 заточек он будет лысый – придется выбросить, а ты ведь этого не хочешь?
Руки твои мы сейчас поправим)) – об этом ниже. А второй недостаток «цена» исправить более проблематично. Тут уж все в твоих руках. Извини за каламбур.
Алмазные бруски: обозначение и маркировка
Но сначала научимся выбирать алмазный брусок. Видел их обозначение? Смотри: 2500/2000, 2000/1600, 1600/1250, 1250/1000, 1000/80, 800/630, 630/500, 500/400, 400/351, 315/250, 250/200, 200/160, 160/125 , 125/100, 100/80, 80/63, 63/50, 50/40 , 40/28, 28/20, 20/14, 14/10 , 10/7, 7/5, 5/3, 1/0 .
Растерялся? На самом деле ничего сложного. Обозначения эти приняты по ГОСТ 9206-81 (алмазы) и делятся на:
- 12345 — Алмазные бруски для ремонтных работ связанные с интенсивным съемом металла, а именно, восстановление и изменение формы и профиля клинка и режущей кромки.
- 12345 — Алмазные бруски для удаления следов обдирочных операций, шлифовке и основных работ по заточке, а именно получение заданных параметров клинка и режущей кромки.
- 12345 — Алмазные бруски для удаления шлифовки поверхности клинка, чистовая заточка и доводка режущего инструмента.
- 12345 — Алмазные бруски для правки режущих кромок, полировки поверхности.
Уже легче? А маркировка расшифровывается так, например, «125/100» означает, что на данной стороне бруска присутствуют алмазные зерна минимум 100, максимум 125 микрон.
Обычно на брусках (на обеих сторонах) производитель ставит клеймо, которое указывает на его зернистость. Вот такое:
Рис. 2 Маркировка алмазного бруска
Учитывая, что речь идет про двухсторонние алмазные бруски, то сам понимаешь, что одна сторона предназначена для более грубых операций по заточке, другая для правки и полировки режущей кромки.
«Круто! Один алмазный брусок для двух операций!» — воскликнешь ты.
Да, так и есть, «два в одном». Как правило, зеленоватая сторона бруска грубее, а коричневая – тоньше. Если маркировки нет, можно ощутить это тактильно ногтем, либо взять лупу и ощутить это уже визуально.
Универсальный алмазный брусок
А теперь, послушай совет бывалых. Алмазный брусок у которого одна сторона маркирована значением «100/80», а вторая «50/40» перекрывает 99% заточных операций. Поверь, этого бруска будет достаточно!
Мало опыта в заточных операциях или нет надобности выводить режущую кромку до строгания волоса? Покупай именно этот брусок! Он всегда будет с тобой. Клади его в рюкзак при выходе «на природу», бери его с собой на охоту и рыбалку – универсальный алмазный брусок придаст остроту твоему ножу в процессе работы по разделке туши кабана, богатого улова или при нарезке продуктов на кухне.
Изготавливаешь ножи самостоятельно? Или затачивать ножи твоё хобби? Пользуйся нашей «Таблицей абразивов» чтобы подобрать алмазные или другие бруски под свои потребности.
Рис. 3 Таблица абразивов поможет ориентироваться тебе при выборе заточного материала под свои потребности
Скачай её с большим разрешением по этой ссылке.
Как точить на алмазных брусках?
C выбором алмазного бруска более-менее разобрались. Если что, то пиши мне на почту. Помогу советом. Приступим к «правке рук», а именно грамотной заточке на алмазных брусках. Правила здесь просты и неукоснительны. Перечислю сразу все:
- Перед заточкой смочи алмазный брусок водой. Можно капнуть на брусок каплю моющего средства, например, Fairy (не реклама).
- В процессе заточки, через каждые 15-20 движений смывай образовавшуюся эмульсию с бруска под струёй воды и продолжай.
- Устал? Решил перекурить? Положи на время брусок в тазик с водой.
- Когда правишь нож, то не держи брусок в руках. Лучше положи его на деревянную дощечку с небольшим упором, чтобы брусок не скользил по ней.
- Допускается держать брусок в руке при правке ножа в походных условиях. Но береги пальцы! Даже если твой нож затупился, он все еще сможет нанести тебе сильные порезы на пальцах.
- При заточке старайся использовать всю поверхность бруска, а не точить нож по одному краю или по середине бруска. В этом случае алмазный слой на бруске будет стачиваться равномерно.
- Не нужно сильно нажимать на нож в процессе заточки – это, пожалуй, самое главное правило! При сильном нажиме ты будешь выламывать кристаллики абразива из поверхности камня, что есть не очень хорошо. И можно просто загубить дорогой алмазный брусок.
- Последнее правило наиболее актуально для нового (вновь приобретенного) алмазного бруска, который тебе сначала предстоит «обкатать» или притереть.
- Запомни, что новый алмазный брусок поначалу снимает сталь более агрессивно, но начинает терять эту агрессивность с каждым заточенным ножом. Это нормальное явление. После заточки 5-10 ножей алмазный брусок дойдет до своей расчетной кондиции и будет служить, и радовать тебя долгие годы.
Читать также: Толщина пильного диска по дереву
А теперь приступим к практике. Не буду рассказывать про то как выводить режущую кромку изначально, на только что изготовленном ноже. Про это много написано на различных ножевых формах. И есть специальные приспособления. Но если ты пришел к этому, то скорее всего уже разбираешься в заточке на алмазных и других камнях.
А если лишь осваиваешь азы, то видео, о том, как поправить заточку ножа на алмазном бруске, будет для тебя кстати. Смотри:
ВИДЕО: Правка ножа на алмазном бруске
Где купить алмазные двухсторонние бруски?
Понравилась статья? Почерпнул из неё что-нибудь полезное?
Переходим к покупке! Вот ссылка на раздел интернет-магазина, где продаются алмазные бруски. И не просто бруски, а алмазные бруски хорошего качества (марочные, фирменные) и российского производителя. Все они проверены не только нами, но и сотнями покупателей, которые ни разу не высказали о них негативного мнения. Почитай отзывы на страницах этих товаров:
Алмазные бруски в интернет-магазине Златоустовские ножи
P.S. Заметил что алмазные бруски двух размеров? 200х35х10 и 120х35х10. Лично рекомендую взять размер побольше. Почему? Просто удобнее точить! Бруски небольшого размера удобнее брать с собой в поход или на охоту из-за небольшого веса и размеров. А если точишь дома, то на большом бруске делать это более комфортно.
P.S.S. Помнишь выдержку из разговора с кузнецом в начале статьи? Так вот, знающие люди не рекомендуют применять алмазные бруски для заточки и правки ножей из литого булата.
Связано это с тем, что … (скоро напишу).
Ножи из других сталей смело точи на алмазах! Удачи!
Ремень кожаный для правки Spannstreichriemen Böker, Германия
Натяжной двухсторонний ремень из бычьей кожи для окончательной правки режущей кромки
Бланк шириной 25 мм для точильных брусков (для станков типа Apex), Россия
Широкий бланк для камней, для использования в точильных системах типа Apex
Брусок полировальный замшевый, для станков типа Apex V >
Замшевый брусок для полировальных паст
Брусок полировальный кожаный, для станков типа Apex V >
Кожаный брусок для полировальных паст
Насадка Blade Grinding Attachment для эл.станка Knife & Tool Sharpener Ken Onion Edition Work Sharp, США
Насадка для станка Knife & Tool Sharpener Ken Onion Edition облегчает и ускоряет работу
Набор шлифлент (из 6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Набор абразивных лент разной степени зернистости
Шлифленты P80 (6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Набор абразивных лент крупной зернистости
Шлифленты P220 (6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Набор шлифовальных лент средней зернистости
Шлифленты P6000 (6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Сменные абразивные ленты малой зернистости
Набор шлифлент (P120,X65,X22,X4,12000) для насадки Work Sharp Knife & Tool Sharpener Ken Onion Edition, США
Для исправления режущей кромки, заточки и окончательной доводки любого режущего инструмента
Шлифлента P120 для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Высококачественная шлифлента крупной зернистости
Алмазная шлифлента P180 для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Алмазная шлифлента грубой зернистости для заточки керамических ножей
- 1 из 6
- ››
На что стоит обратить внимание при выборе алмазного диска
От правильного выбора алмазного диска напрямую зависит удобство и быстрота работы на заточном станке. В некоторых случаях неправильный выбор может послужить причиной деформации диска или порчи резца. Вот что нужно проанализировать, прежде чем выбрать конкретный диск:
- марку металла, который будет подвержен заточке или тип твердого сплава;
- обороты и мощность заточного станка;
- форму обрабатываемой поверхности;
- степень допустимой шероховатости.
Приобретаемый алмазный диск должен строго соответствовать всем этим параметрам.
Если вы профессионал, работающий с токарным оборудованием, или человек, имеющий опыт применения алмазных заточных кругов, поучаствуйте в обсуждении темы в комментариях. Знания специалиста всегда в цене!
Неглубокая тарелка. Маркировка 12А220
По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм. В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.